换一换
换一换 





一份带蓝图的分步指南,用于构建可扩展的MAM(万能制造机),它可以生产任何随机的操作器形状。 简介 在本指南中,我将详细介绍MAM每个模块的设计并解释其功能。每个模块的蓝图可在其对应章节以及指南末尾找到。 当提及形状时,我将使用与游戏相同的符号和顺序。一个形状由多个图层组成,每个图层包含四个部件,部件有类型和颜色之分。第一个部件“Cu------”位于右上角,第二个部件“--Cu----”位于右下角,其余部件按顺时针方向排列。 此MAM是在游戏的0.0.9-rc7版本中构建的。如果你想查看成品并自行了解其功能,或者只是想复制MAM,本指南底部有几个不同尺寸的完整MAM蓝图。 设计注意事项 MAM仅接受基础形状(1层,所有四个部件未着色且类型相同)和基础颜色(红、绿、蓝)作为输入,并在现场生产出其他所有物品。 MAM将按生产线进行组织。每条生产线接收一整条传送带的每种基础形状,并输出一整条传送带的所需形状的单个图层。多层形状每层需要一条生产线。 MAM从一端接收输入,并在另一端输出所需形状。它可以向侧面无限扩展。限制条件 虽然此MAM可以生成所有随机的操作器形状,但它并非通用型MAM。 它无法在晶体层下方生成间隙或引脚。 它无法在同一层内生成不同颜色的晶体。 MAM
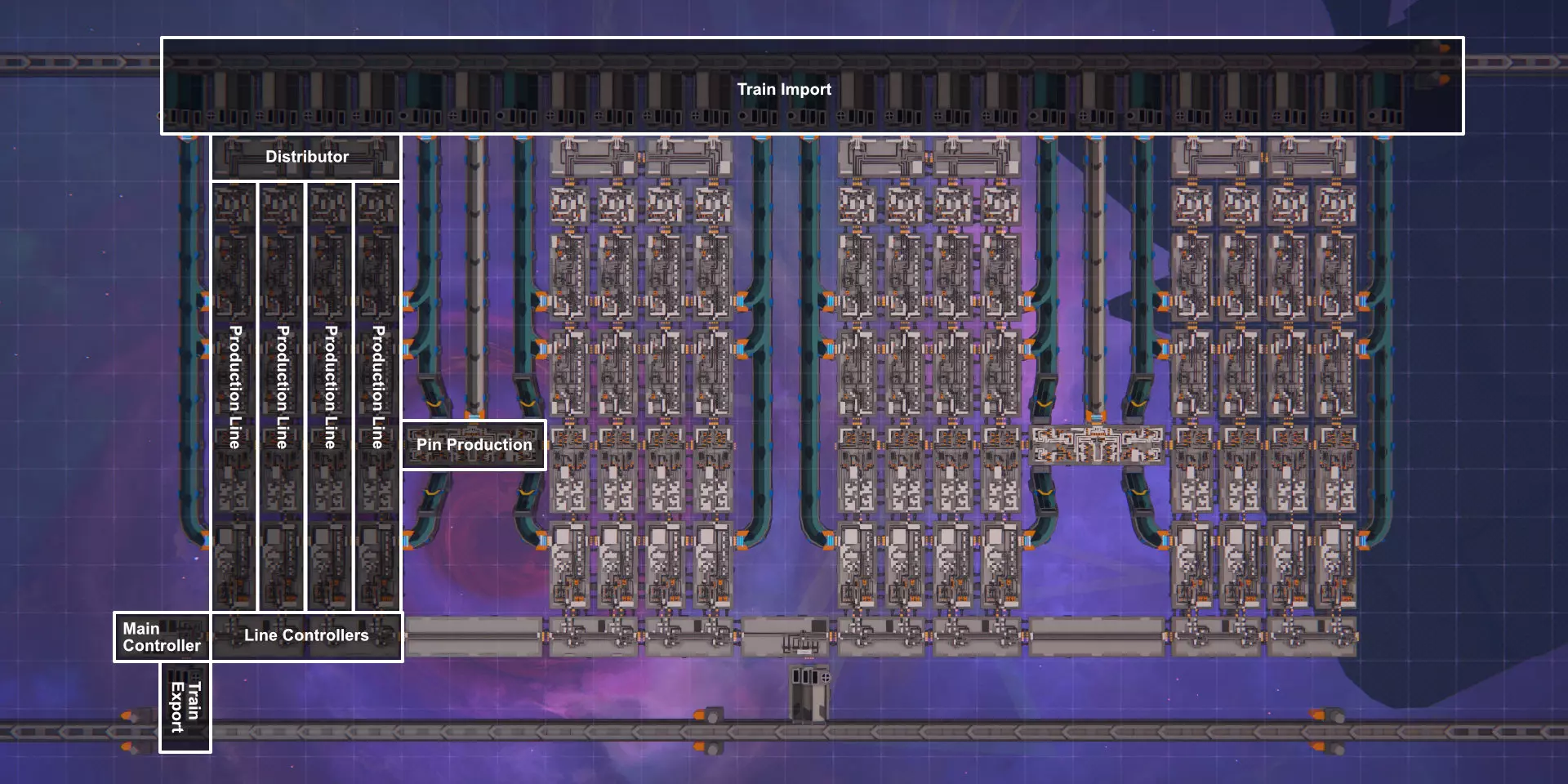
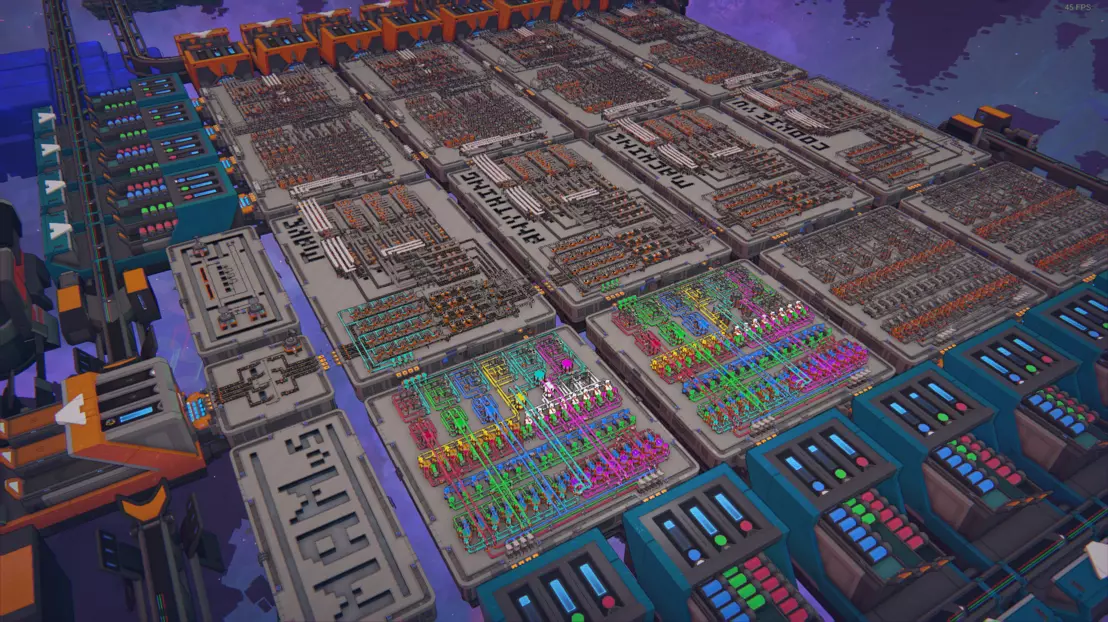
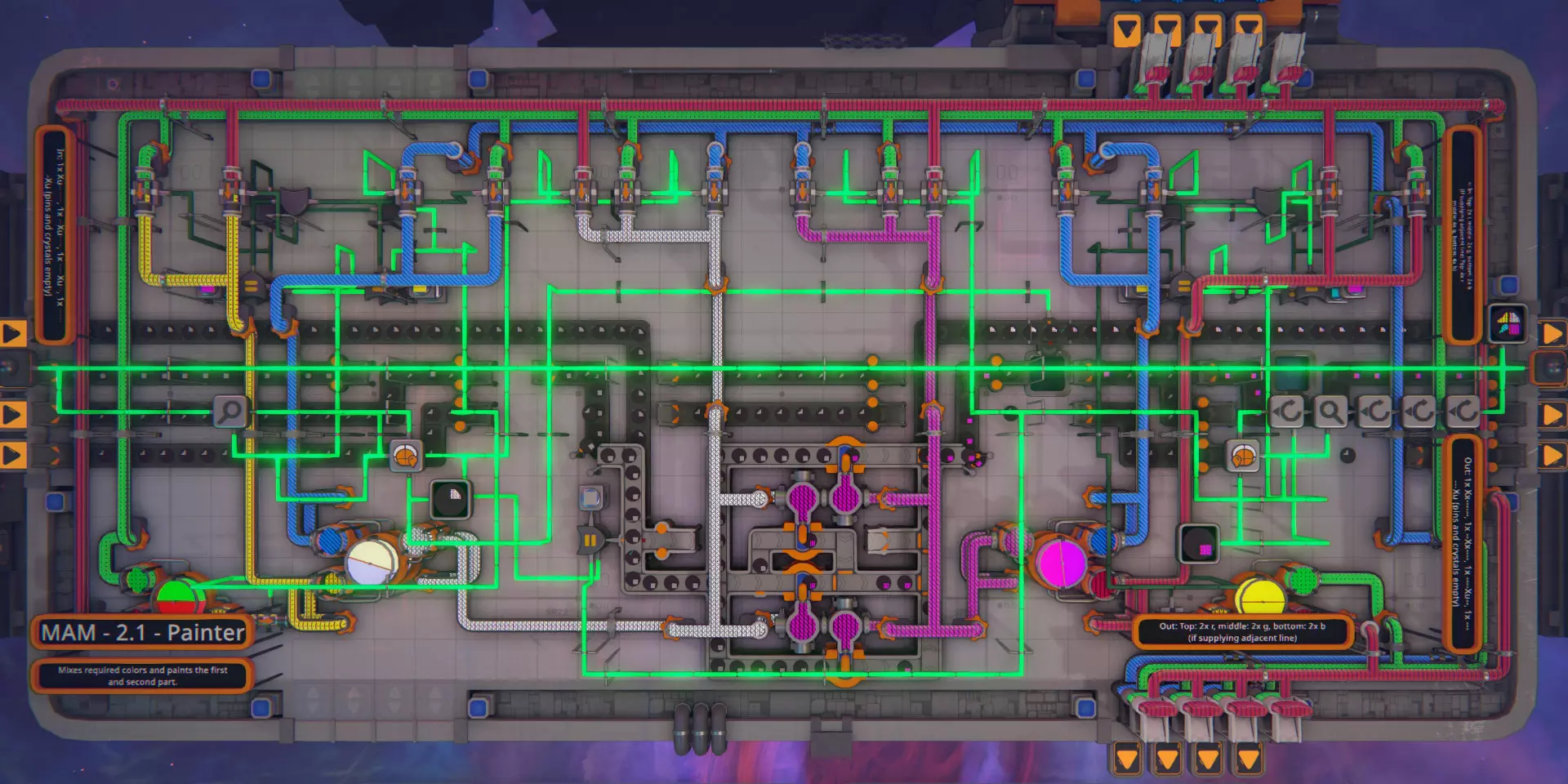
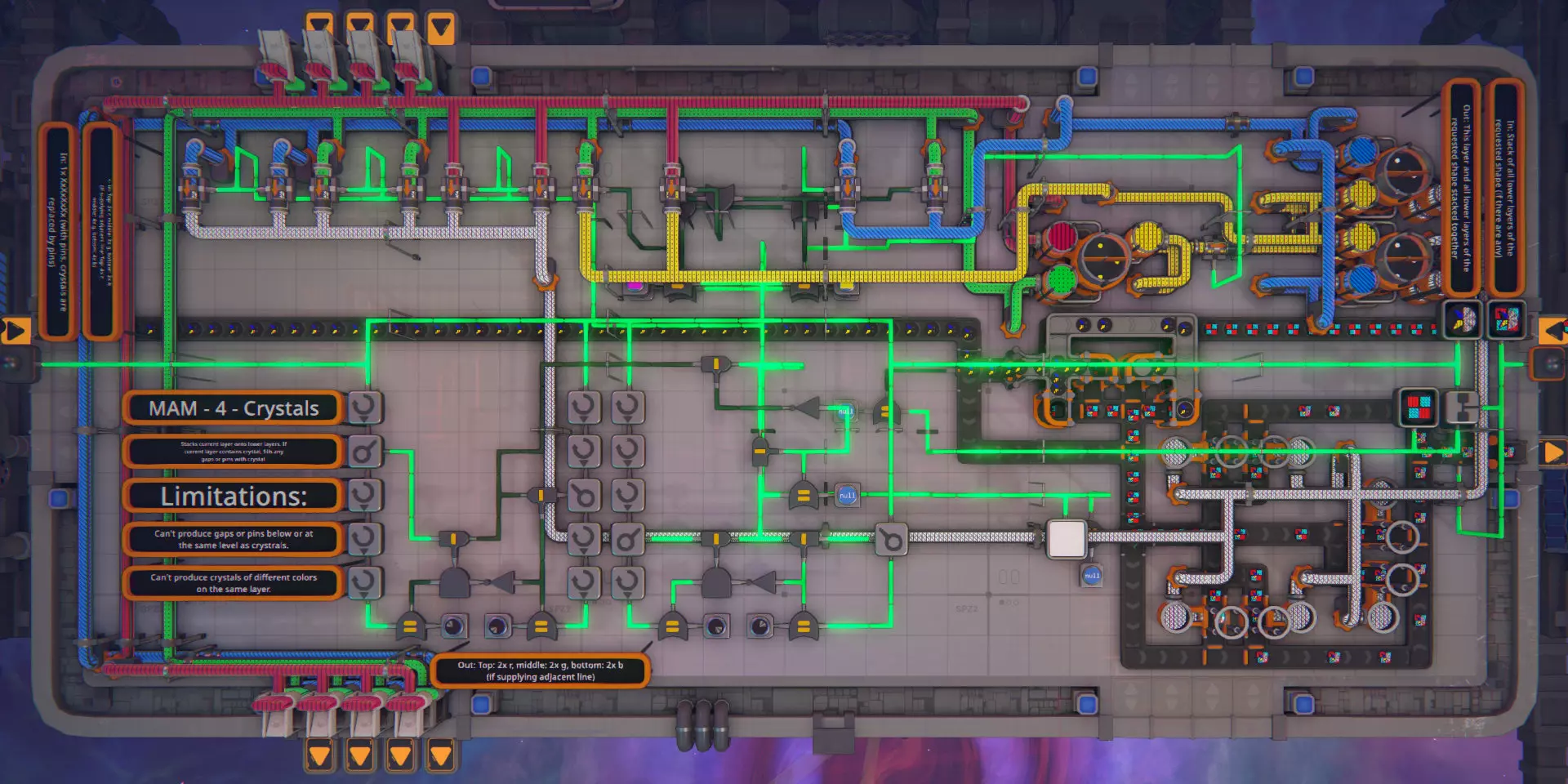
上图展示了MAM及其构建模块的布局。形状通过MAM从上到下输送。主要构建模块是生产线,底部的平台是控制基础设施,同时负责成品形状的输出。其余标记的平台是支持基础设施,用于为生产线供应资源。MAM可以向右无限扩展。 1. 生产线
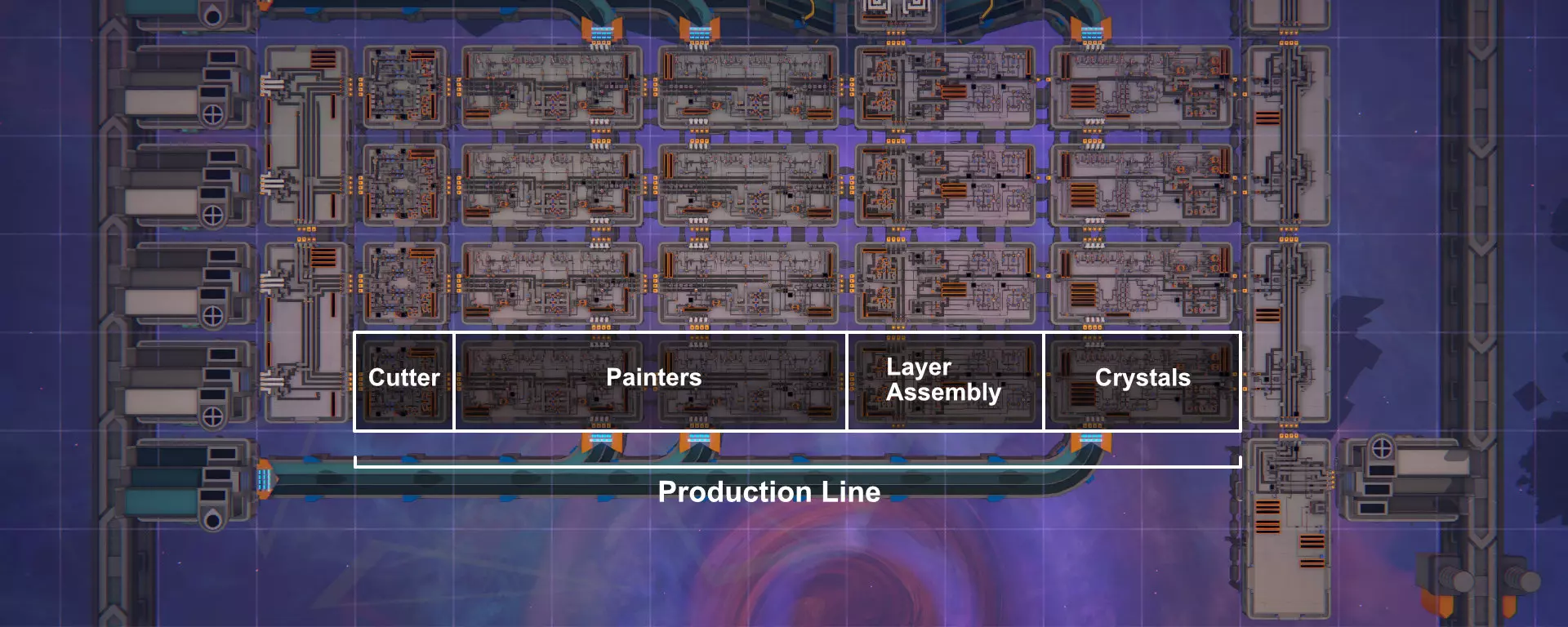
MAM的基础构建模块。每条生产线生成所需形状的一个图层。相邻的生产线协同工作以组装多层形状。 1.1. 切割器
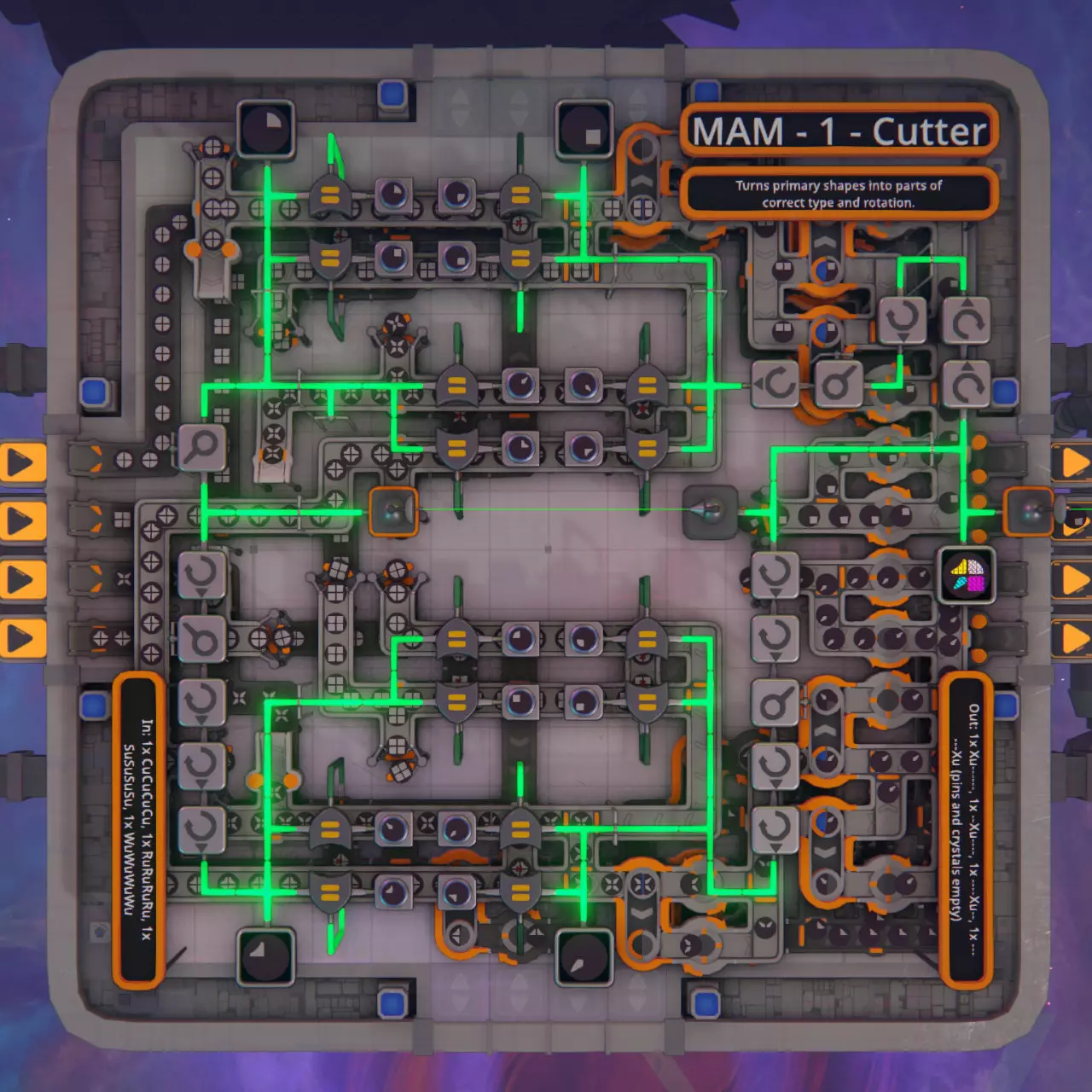
第一步是获取基础形状,并根据需要将它们切割成零件。 切割模块需要每条基础形状的传送带作为输入,并输出四条包含正确类型和旋转方向的单个零件的传送带。一个线路信号提供一层形状模板,该模板决定每个零件的生产类型。模板中的间隙、销钉或晶体将导致该零件出现间隙。 形状分析器的工作原理
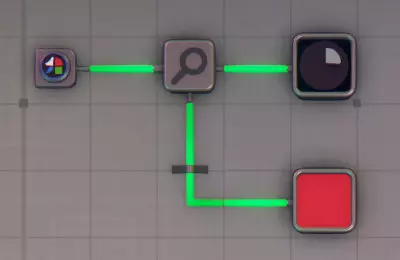
首先,模块需要确定每个部件所需的类型(如果有的话)。形状分析器将形状作为输入信号,并具有两个输出信号。其右侧的输出信号会显示输入最底层第一个部件的类型,而底部的输出信号则显示同一部件的颜色。 筛选传送带
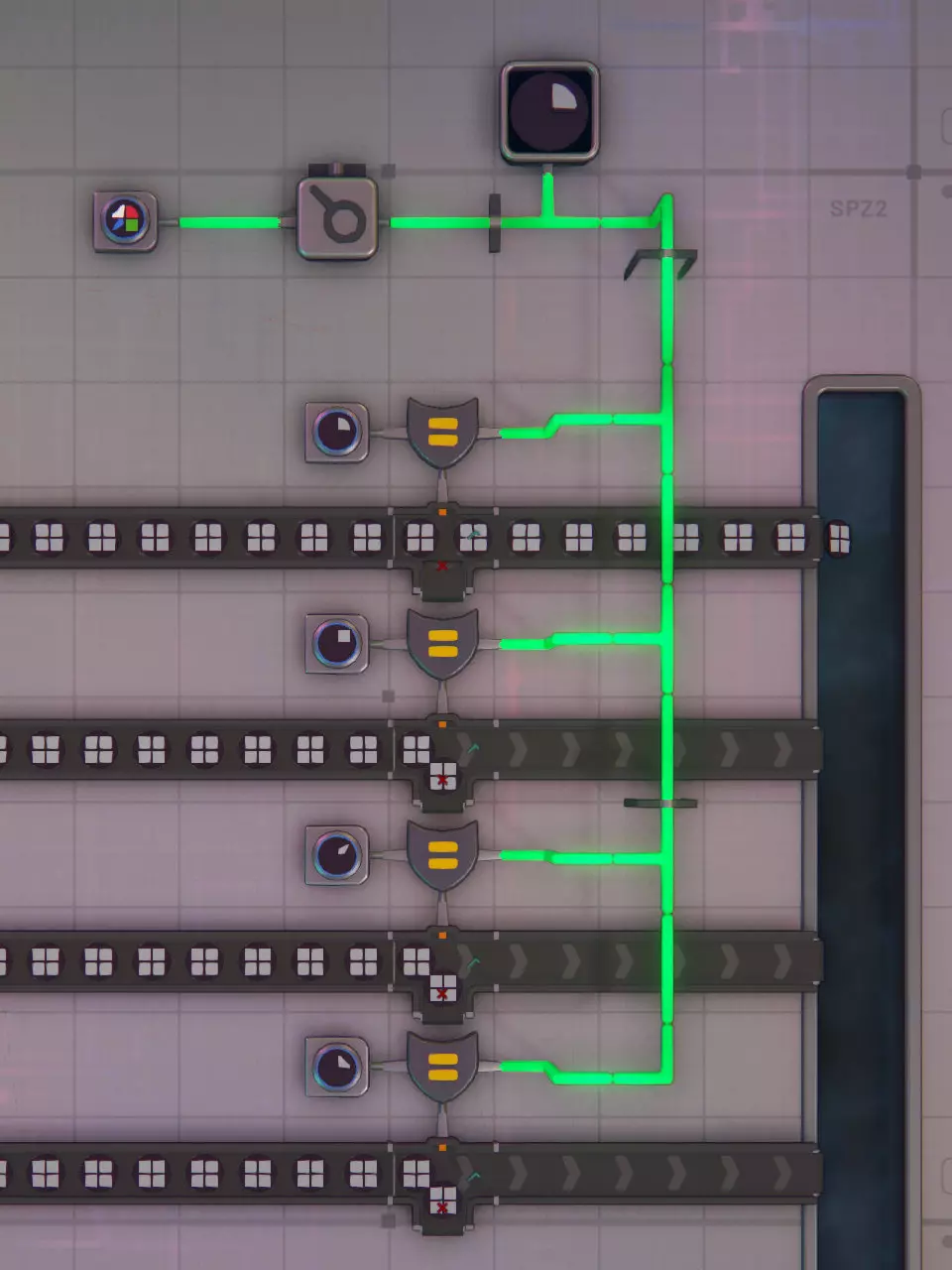
在这种情况下,只需要类型信号。它会与信号生成器设置的静态信号进行比较。如果匹配,比较结果会输出布尔值“1”(真);如果不匹配,则输出“0”(假)。当信号为“1”时,传送带过滤器允许形状通过;当信号为“0”时,会将形状分流到侧面。由于侧面没有连接任何路径,传送带会一直卡住,直到信号发生变化。 假设输入传送带已正确排序,该电路不会检查传送带上实际的物品。根据图片中信号生成器的设置,从上到下的传送带应依次运送圆形、正方形、星形,最后是菱形。 分割成部分

现在已选择所需形状,接下来需要将其切割成多个部分,并将这些部分旋转到正确位置。使用切割器而非半破坏器时,1个输入形状会变成4个部分,因此只需消耗输入传送带的四分之一,就能完全填满第一条输出传送带。 Getting All Four Quarters
现在需要为该层的其余三个部分重复整个流程。通过在输入信号上使用模拟旋转器,分析器可以输出其他三个部分的类型和颜色。 如果输出信号的旋转很重要,分析器的输出需要通过额外的模拟旋转器进行处理,以完成一整圈360°旋转,如旁边的图像所示。 请注意,只有一个模拟旋转器可实现顺时针90°旋转。因此,如果分析器从第一部分“Cu------”开始,旋转一次后将输出第四部分“------Cu”。要得到第二部分“--Cu----”,输入信号必须旋转三次。由于仅使用输入传送带的四分之一来填充一条输出传送带,因此在使用包含四个相同部分的模板时,一条输入传送带刚好足以填满所有四条输出传送带。 1.2. 涂装机
下一步是对部件进行涂装。由于其尺寸,涂装模块被拆分为两个1x2的平台。每个平台可将四个部件中的两个涂成七种可用颜色中的任意一种。 基础色(红、绿、蓝)从侧面输入。每个涂装平台每种基础色需要2个输入(如果要向相邻的生产线提供基础色,则需要4个)。颜色可根据需要进行混合。每个部件可以被涂成不同的颜色。 一个线路信号提供一层形状模板,用于确定部件的涂装颜色。该线路信号会被中继到切割模块。 涂装模块工作原理:颜色混合器
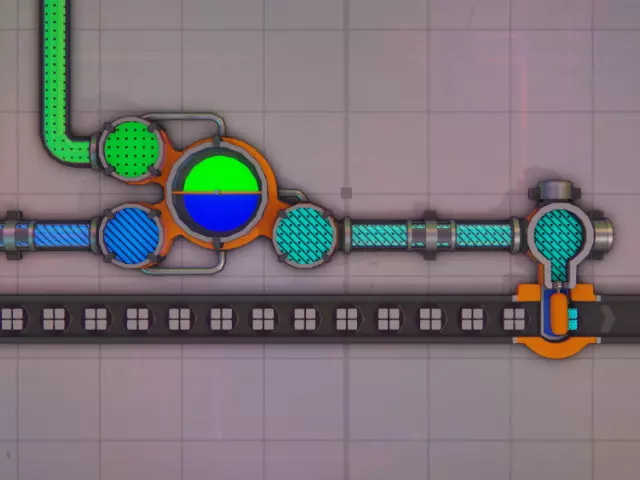
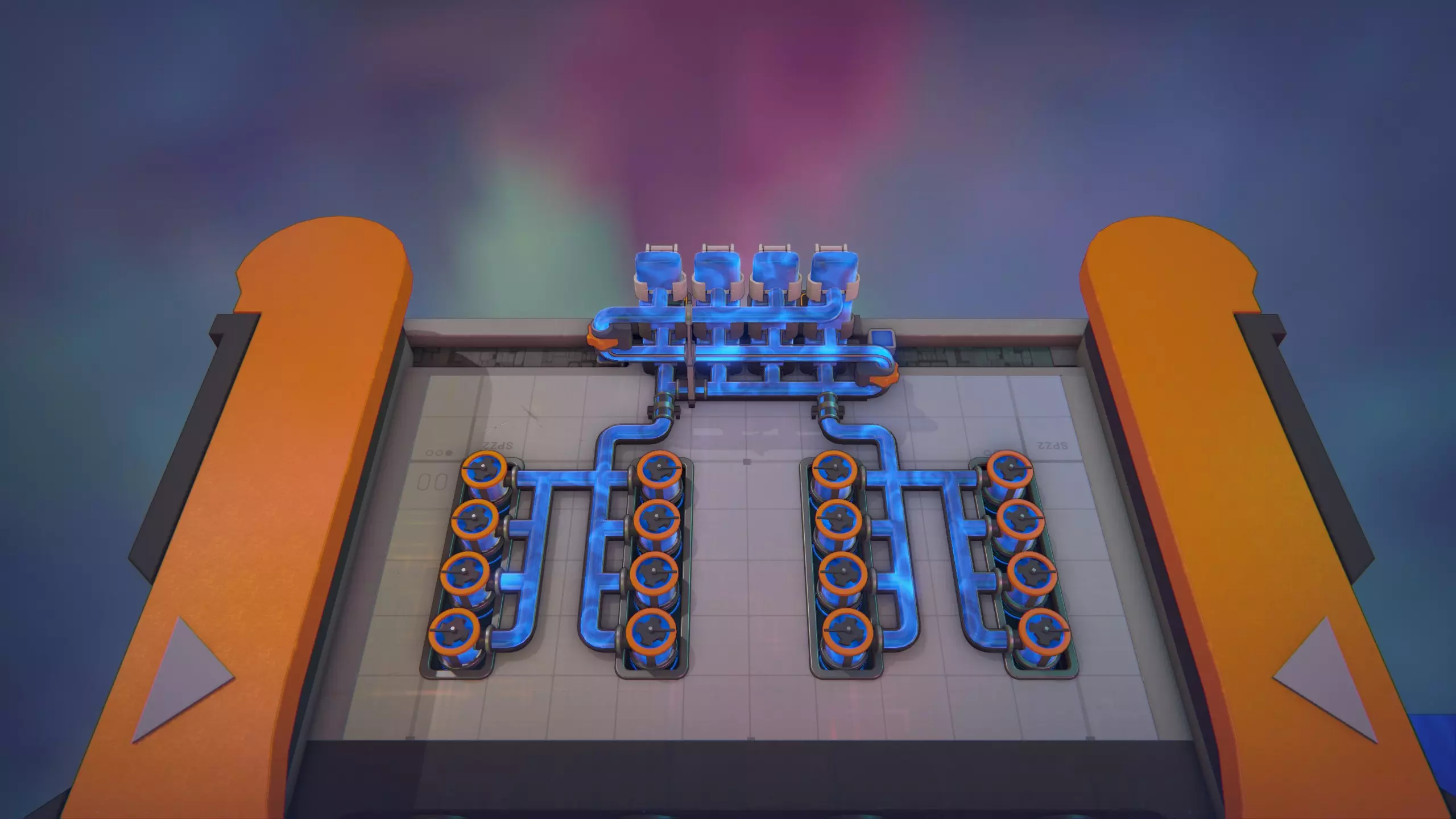
由于仅提供三种原色,因此需要现场调配间色和复色。每个调色器有两个输入端和一个输出端,它会消耗各0.5单位的输入材料来生成1单位的输出材料。一个调色器可以为两名画家供料。每条传送带需要四名画家,因此需要两个调色器。 管道闸门 最简单的设置是每条传送带每种颜色配备两个调色器(白色需要三个),这样每条传送带总共需要9个调色器。不过,借助管道闸门,可以将调色器的输入端切换为不同颜色。通过这种方式,每条传送带仅需三个调色器就能调配出所有可用颜色。要生成所有二次色,装置需要能够提供以下输入组合: 输入1 输入2 输出 红色 绿色 黄色 红色 蓝色 品红色 绿色 蓝色 青色 黄色 蓝色 白色 对于白色,任何二次色都可以与对应的原色混合,此处随机选择了黄色和蓝色。输入颜色的选择唯一影响的是每种原色的消耗量:生成1单位白色时,黄色与蓝色的组合会消耗½单位蓝色,但仅消耗¼单位红色和¼单位绿色。
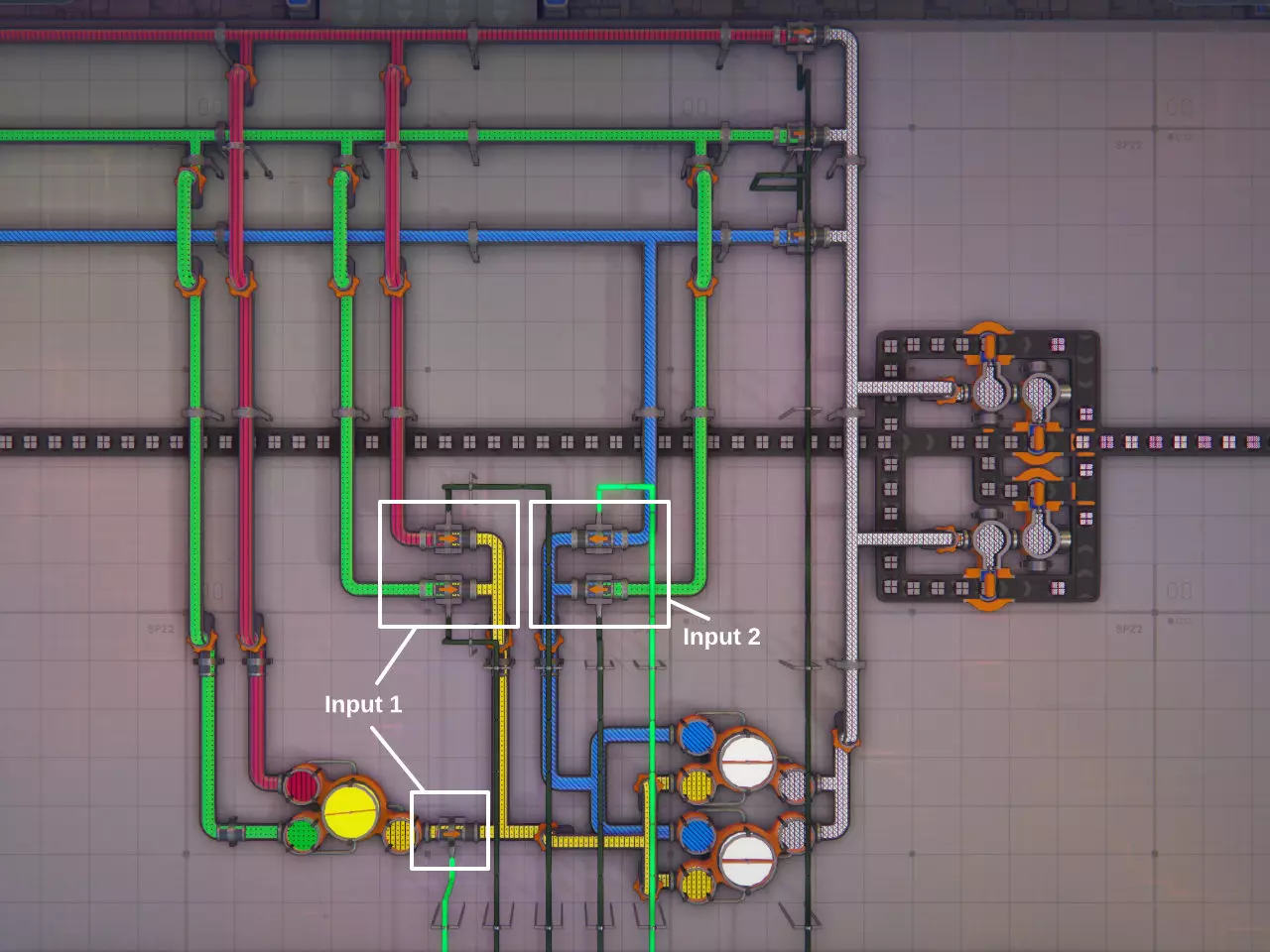
左侧图片展示了涂装模块中使用的管道设置。控制混合器输入需要五个管道闸门,另外还需要三个闸门来让原色也能流向涂装器。 如果颜色混合器的两个输入都提供相同的颜色,其输出也会是该颜色,因此通过混合器向涂装器供应原色的替代设置也是可行的。 需要注意的是,当输入改变时,如果颜色混合器的所有内部储罐都处于满状态,混合器将无法排空储罐,从而堵塞管道。由于无法像传送带那样将管道中的物料排到空间中,我发现防止管道堵塞的唯一可靠方法是用涂装器消耗掉剩余的颜色。随后将所有产生的颜色错误部件分拣出来并丢弃。
通过向皮带过滤器提供形状信号可以轻松实现这一点。任何通过过滤器的形状都会与该信号进行比较,匹配的形状会被放行,不同的则会被分流到侧面。这会同时检查类型和颜色。 控制电路
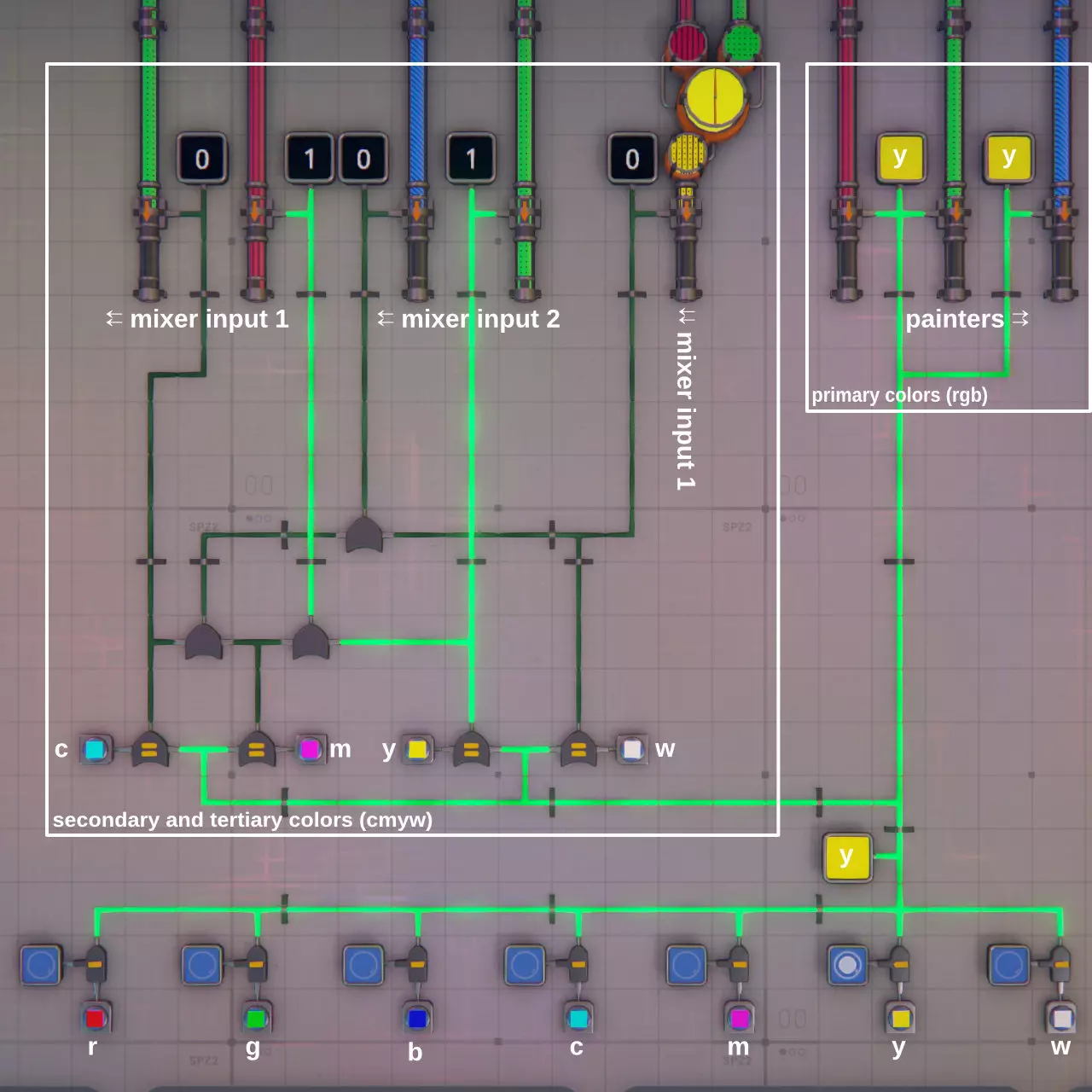
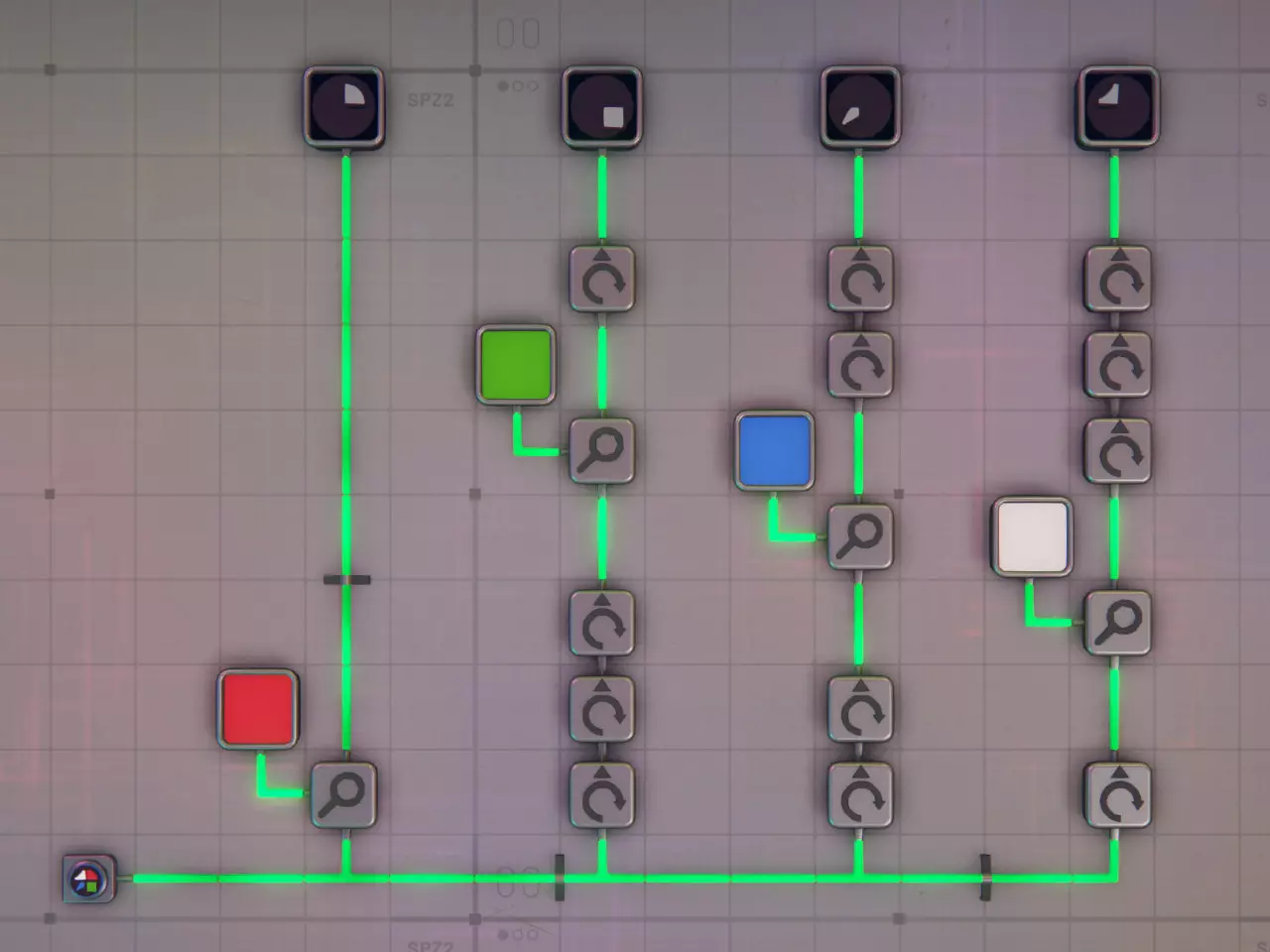
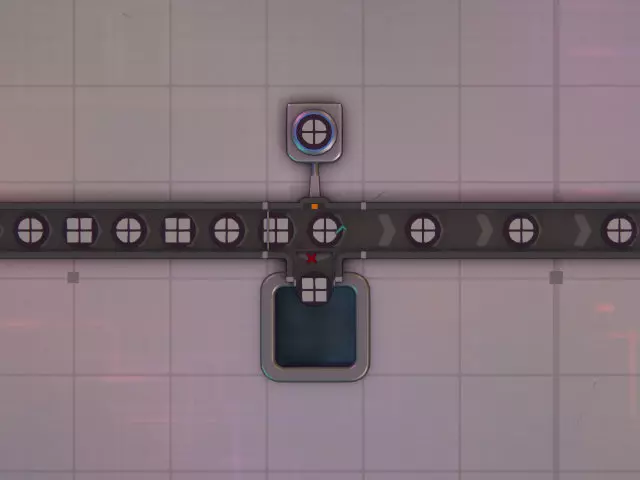
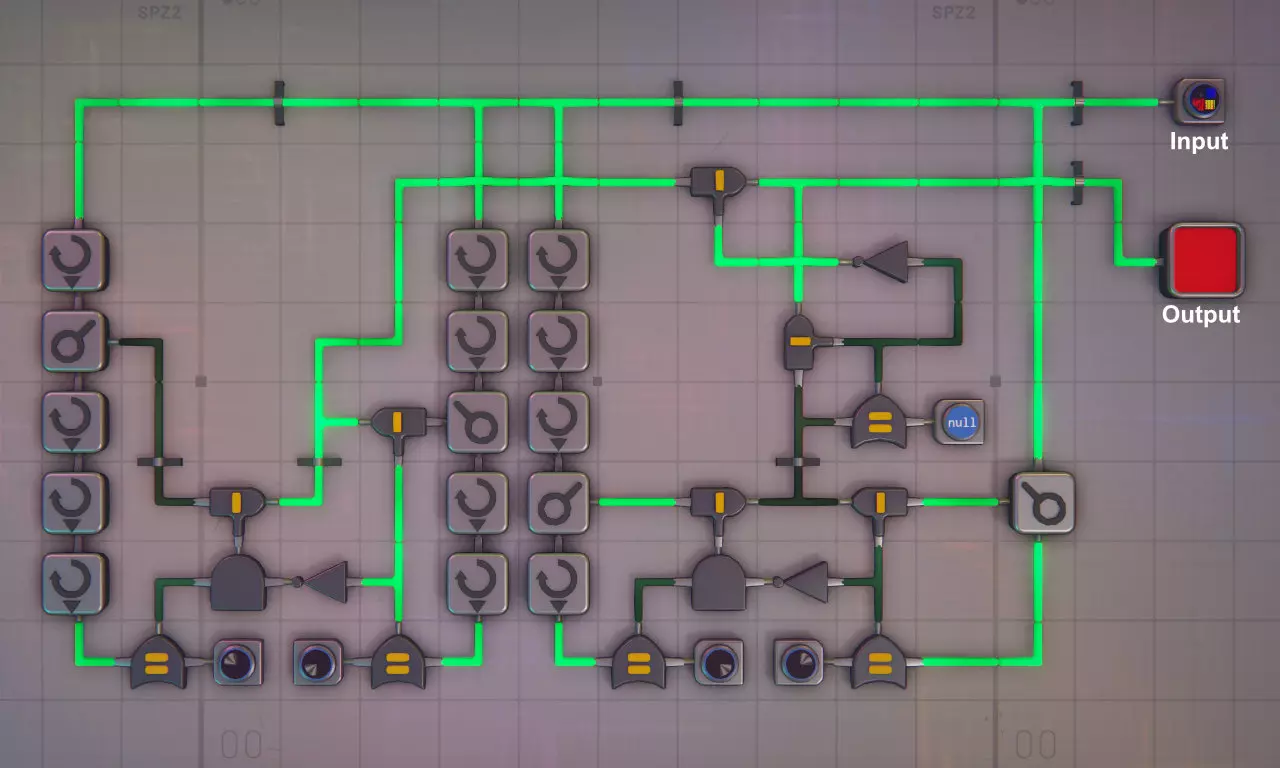
左侧图像展示了管道闸门的控制电路。底部的按钮和信号发生器仅用于为电路提供测试信号。目前,给出的是黄色的“color-y”信号。 右侧的三种原色最为简单。如果管道闸门接收到颜色信号,它将只允许该颜色通过。因此,未改变的颜色信号会传送到管道闸门,当管道中的颜色与信号匹配时,闸门允许流体通过。当前信号为黄色,所以所有三个管道闸门均处于关闭状态。 左侧是为混合器供电并生成二次色和三次色的电路。它向管道闸门发送“1”(真)或“0”(假)信号。管道闸门在接收到“1”信号时打开,接收到“0”信号时关闭。前四次比较会检查输入信号是否与任何次要或 tertiary 颜色(原词:tertiary colors)相等。如果是,比较器会输出“1”信号;如果不是,则输出“0”。此输出信号现在会传送到对应原色的管道门。在图片中,请求的是黄色,因此输入1的红色和输入2的绿色被开启。 游戏对“0”信号和无信号的处理方式不同。尽管线路不会亮起,但在游戏中,“0”是一个实际的信号。因此,如果同一线路中同时传入“1”和“0”信号,“1”不会覆盖“0”,而是线路会因信号冲突而产生错误。因此,如果多条线路通向同一个管道闸门,它们不能直接合并,而必须通过或门进行组合。 最后一个注意事项:管道闸门的吞吐量与流体发射器/接收器相同,也就是说非常小。一个管道闸门刚好能为四个喷漆器供色,因此在这种设置下一个闸门就足够了。如果需要更高的吞吐量,则必须使用多个管道闸门。 重新路由未喷漆部件:最后需要一种方法,将不应喷漆的部件绕过喷漆器进行路由。此时可以进行另一个比较,即与“color-u”未喷漆信号进行比较,由该信号控制传送带过滤器来实现这一功能。 1.3. 图层组装
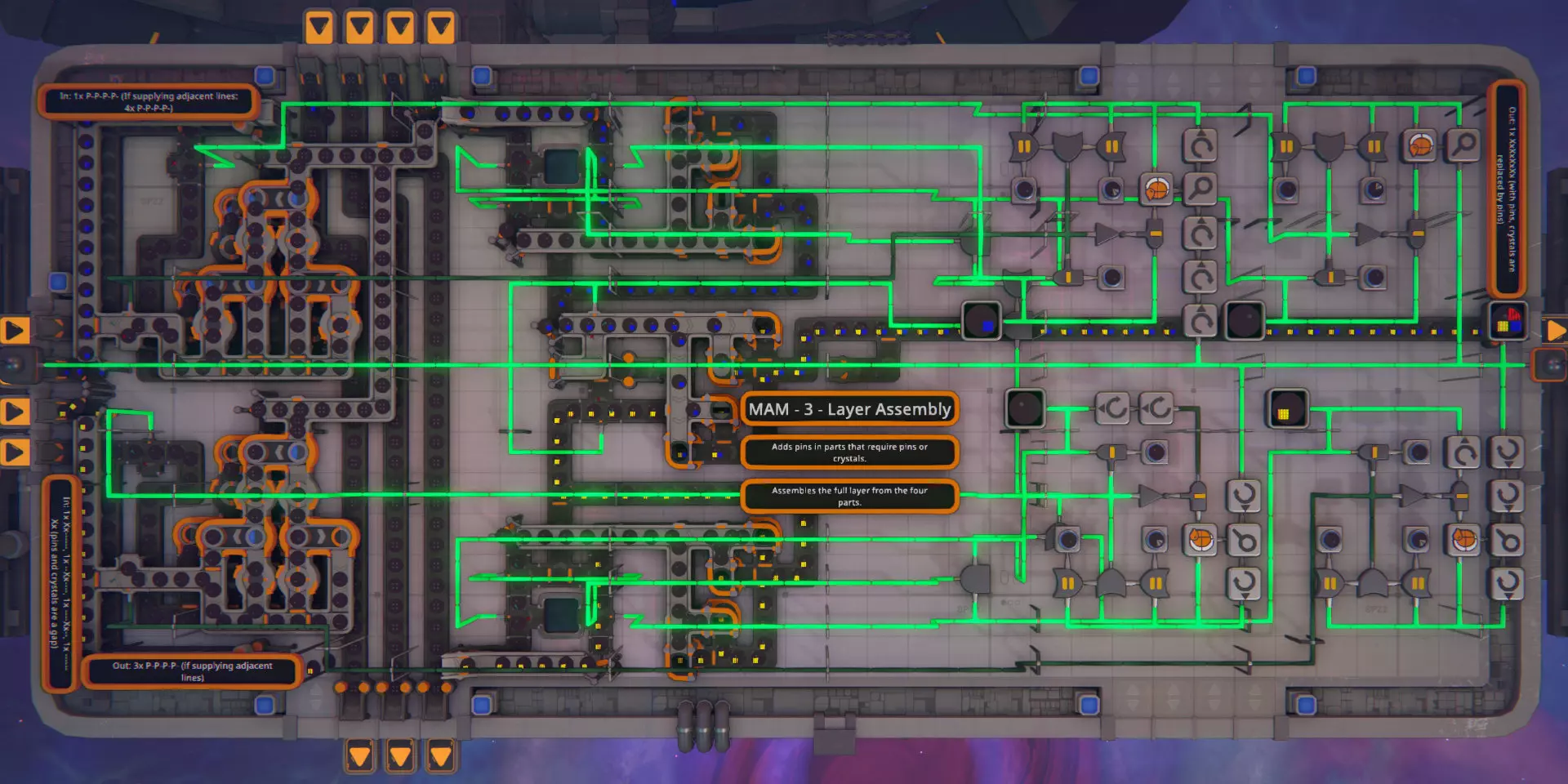
下一步,在模板形状中,用插针替换原有的插针或晶体。然后将四个部分组合起来,形成完整的图层。 晶体被插针替换后,就可以生产完全由晶体组成的图层。晶体制造器不会在提供的形状上添加新图层,但会填充插针,因此顶层的插针会被转化为晶体,而仅由空隙组成的顶层则会被忽略。 图层组装机从侧面接收“P-P-P-P-”这种1层全插针形状作为输入。它自身会消耗1条传送带,但可接受4条。剩余的3条传送带会提供给相邻的生产线。 电线信号提供一个单层形状模板。相同的电线信号会中继到绘画模块。无法识别内容,已删除。
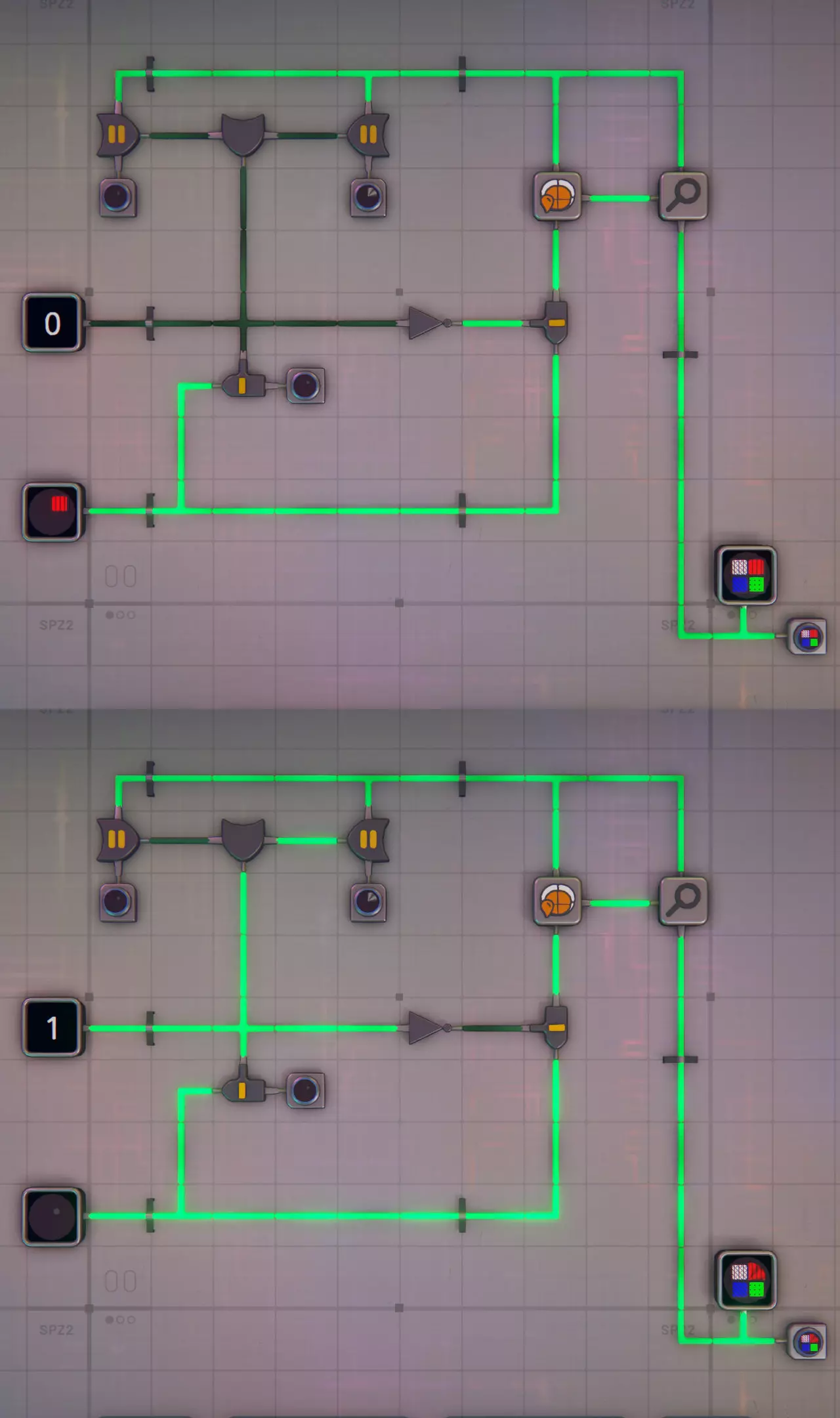
与之前的模块类似,形状模板的四个部分均由形状分析器进行检查。该电路有两个输出。第一个输出是布尔值,若该部件是引脚或晶体则为真“1”,否则为假“0”。此输出用于控制该部件的引脚输送。 第二个输出中,电路会返回经过正确旋转和着色的部件,但晶体会被替换为引脚。 旁边的图片展示了该电路。上半部分中,被分析的模板部件是一个红色正方形。它既不是引脚也不是晶体,因此第一个输出为假“0”。第二个输出是未改变的红色正方形“Rr------”。形状分析器会分别输出未着色的类型和颜色,因此要恢复未更改的部分,必须通过模拟绘制器将两者重新组合。 在图像的下半部分,红色正方形已被更改为红色晶体。现在,第一个输出为真“1”,第二个输出已更改为引脚“P-------”。 请注意,引脚没有颜色,因此如果形状分析器检测到引脚,它将不会输出颜色信号。如果模拟绘制器没有同时获得类型和颜色输入,它也不会输出任何信号。因此,引脚信号要么像这里一样绕过绘制器,要么必须向绘制器提供颜色信号。 此电路为四个部分中的每一个都进行了复制。添加引脚 对于四个部件中的每一个,控制电路发出的布尔信号将决定是否需要替换引脚。切割模块采用与上述切割器类似的布局,用于切割单层全引脚形状,然后将引脚插入传送带。 组装四个部件 首先,根据电路的第二个输出来检查部件,不符合模板的部件将被丢弃。这一步在组装前进行,因为在生产变更的情况下,丢弃单个部件而非整个层,在某些情况下可以让传送带更快清空。 然后,三组堆叠器将部件组装起来。首先将部件1和2、部件3和4分别组合,然后将得到的半层再次组合成一个完整的层。如果模板中有零件空缺,那么对应的传送带就会是空的。仅单侧输入的堆叠器会阻塞传送带,因此在这种情况下,另一条传送带必须绕过堆叠器。 方便的是,如果某个零件为空缺,控制电路的输出2将不会有信号。因此,将组合的两个零件的输出2通过与门发送即可解决问题。对于最后一组堆叠器,需要检查【(零件1或零件2)与(零件3或零件4)】是否有信号,因此还需要额外使用两个或门。

交换器可以代替堆叠器来组合零件。堆叠器虽然更紧凑,但会占用两层空间。交换器只有一层高,并且可以相互叠放。 1.4. 水晶生成器
到目前为止,每个模块仅处理单个图层作为其模板形状。最后一步是将当前图层堆叠到完整模板形状的下方图层(如有)上。然后在形状离开生产线并发送到线路控制器之前生成晶体。 颜色从侧面输入。晶体模块每种原色需要2个输入(如果要向相邻生产线提供原色,则需要4个)。颜色会根据需要进行混合。 有线信号提供该生产线正在处理的当前图层以及所有下方图层(如有)的形状模板。只有当前图层会作为模板中继到生产线中的前一个模块。 限制:每层只能生成一种颜色的晶体。如果生成了晶体,此层及所有下层上的任何引脚或间隙都会被晶体填充。如果请求的是无支撑形状,晶体模块将无法生成正确形状,产品会被视为 defective 并丢弃。 蓝图晶体模块 工作原理 堆叠层 在将图层发送到晶体生成器之前,它会堆叠在模板形状的下层之上。必须在为当前层生成任何晶体之前完成此操作,因为晶体如果被堆叠器掉落会破碎。物品可以掉落在晶体上,因此下层中已存在的任何晶体都是安全的。如果没有下层或当前层是最底层,则以与上述层组件类似的方式绕开堆叠器。 选择颜色
制作晶体 首先,控制电路会检查是否有部件应设定为晶体。若存在此类部件,电路还会为晶体选择颜色。其工作机制为按顺序检查部件,并选取第一个发现的晶体颜色。不同颜色的晶体不会导致电路故障,但额外的颜色将被忽略,且会生成错误的形状。
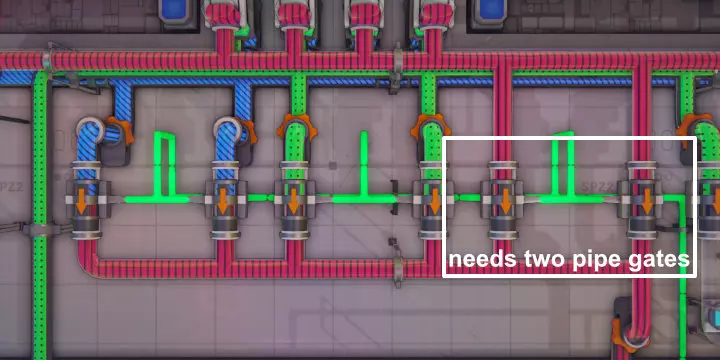
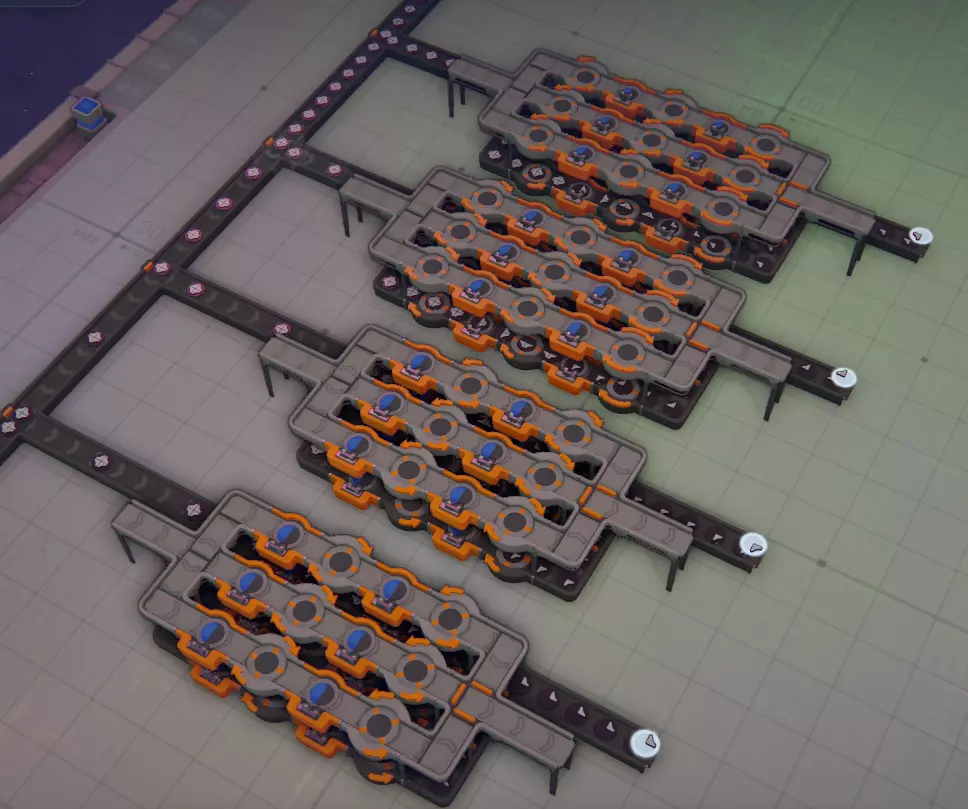
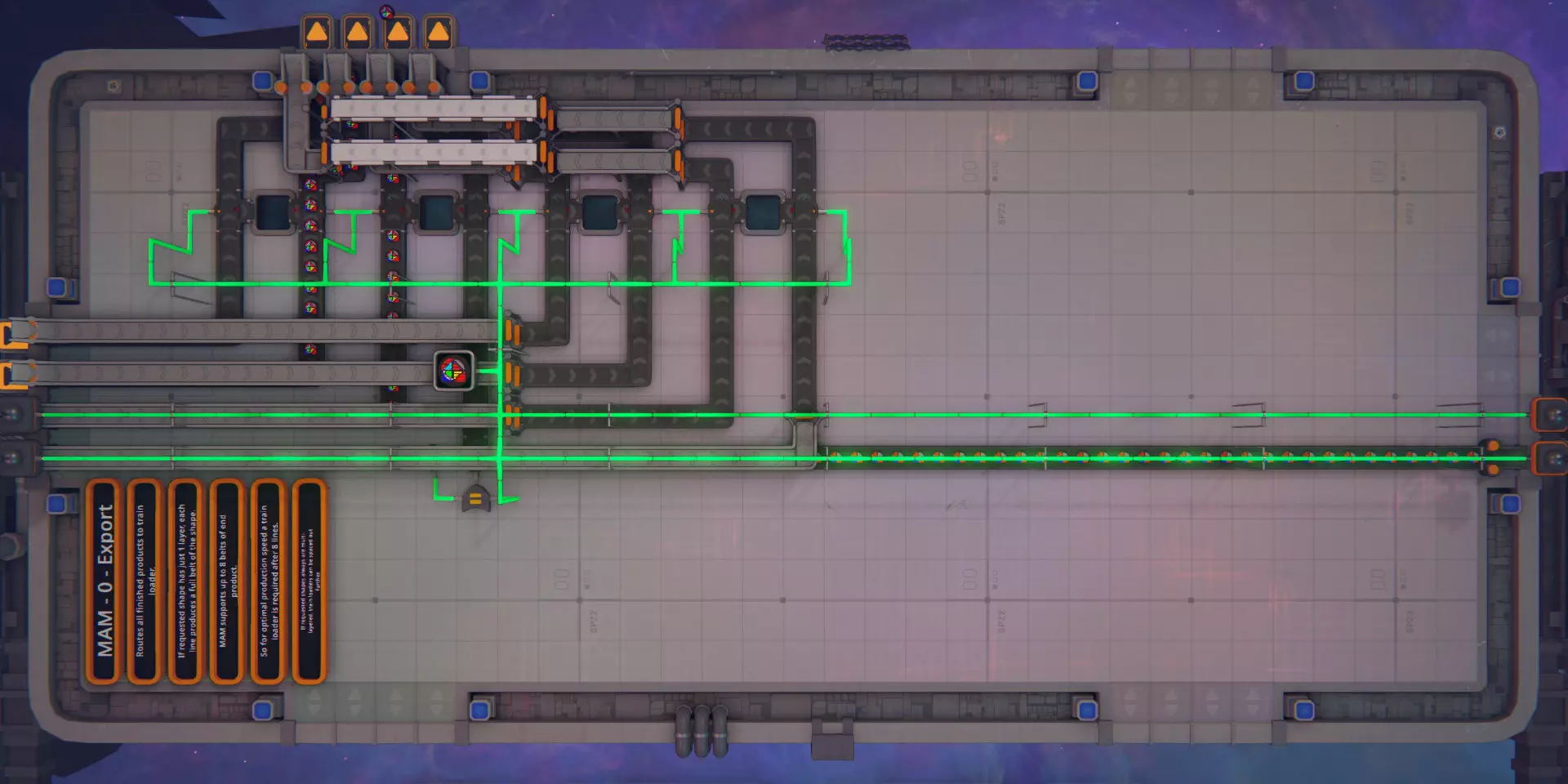
颜色的现场混合方式与上方的绘画模块相同。请注意,晶体生成器比绘画器消耗更多颜料,因此一条传送带需要四个混合器而非两个。此外,一个流体收集器只能为三个晶体生成器供能。由于每条传送带需要六个生成器,因此每种基色需要两个流体收集器。管道闸门的吞吐量与流体收集器相同,因此对于基色,闸门也必须加倍以避免瓶颈。由于颜色混合器仅使用每种输入的½单位来生成1单位的输出,因此每个颜色只需一个管道闸门的混合器设置即可正常工作。 如果不应生成晶体,则形状会绕过晶体生成器进行传送。否则,它们会通过生成器,任何间隙或销钉都用晶体填充。 在进行最终检查以确保组装出正确形状后,该形状会离开生产线并被送往线路控制器。 2. 控制基础设施 这些模块控制生产,并决定将哪个生产模板发送到哪条线路,以组装多层形状,并确保所有线路始终得到优化利用。额外的子控制器允许在需要小批量多种形状的情况下,将MAM的部分切换到不同产品。 由于模板形状的每一层都需要使用一条生产线,因此四条(困难难度为五条)线路是所需的最低数量。拥有8条生产线的MAM(制造与组装模块)可以生产1条5层形状传送带、2条4层或3层形状传送带、4条2层形状传送带以及8条1层形状传送带。如果生产线数量是模板形状层数的倍数,所有生产线都能被充分利用,否则会有部分生产线闲置。因此,12条、20条、48条和60条生产线的MAM效率最高。MAM本身的布局设计使其适合采用8的倍数的生产线数量。 所有控制模块还会将成品形状输送至出口。它们的容量为8条传送带,因此除非从不生产1层形状,否则每8条生产线后都需要一个出口火车站。 2.1. 主控制器
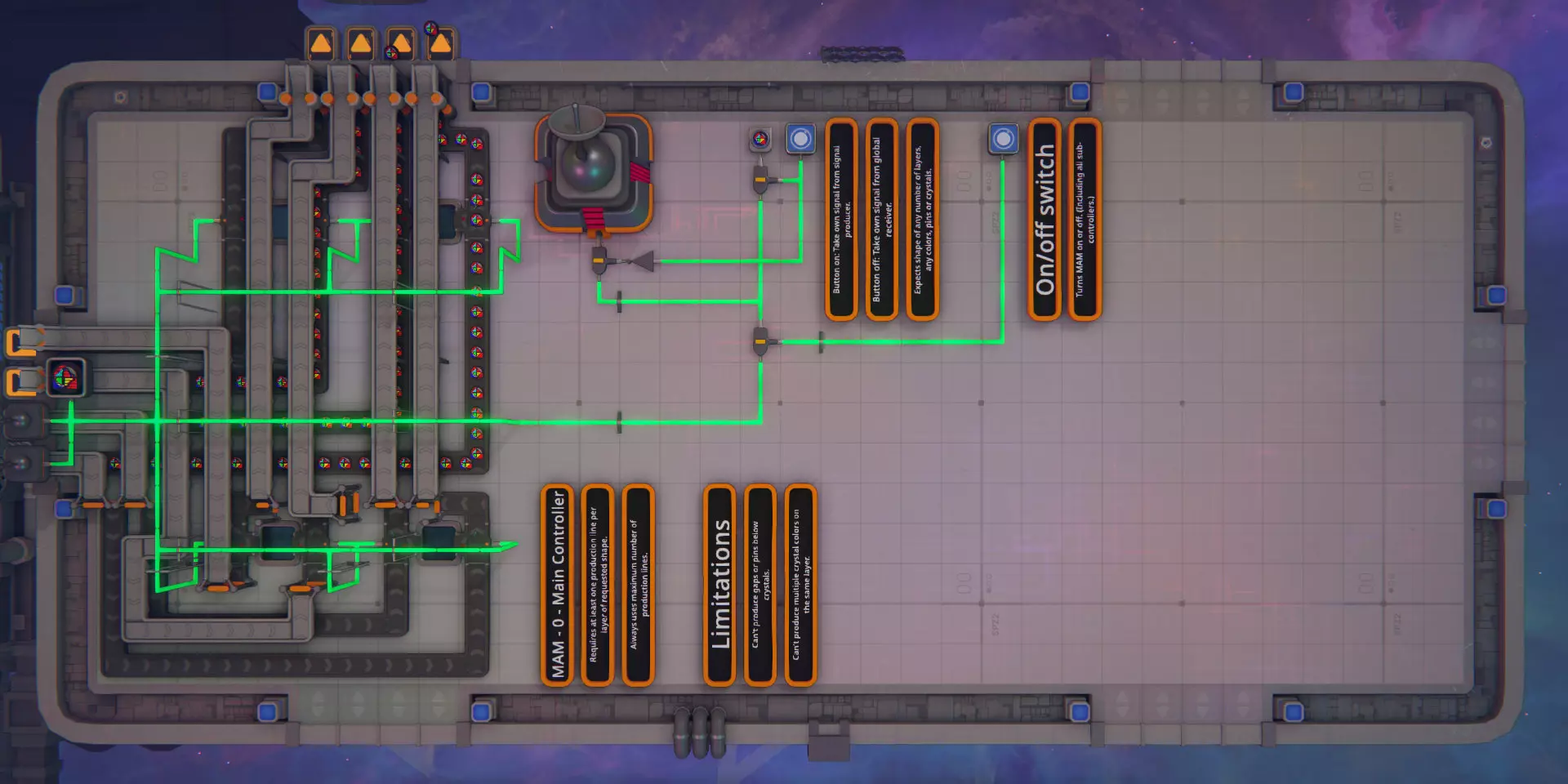
主控制器有两种运行模式。其接线实际上相当简单。它要么从全局线路接收器获取形状模板,要么允许通过信号生成器手动输入模板。一个按钮可在这两种模式之间切换。 第二个按钮用于开关整个MAM。 控制信号:会向后续的线路控制器发送两个线路信号。对于主控制器,这两个信号是相同的,包含通过上述两种方法之一设置的形状模板。 导出:控制器平台同时作为导出火车站。形状会经过检查,有缺陷的形状会被丢弃,然后才会被送入火车装载器。它最多可处理八条形状传送带。线控器
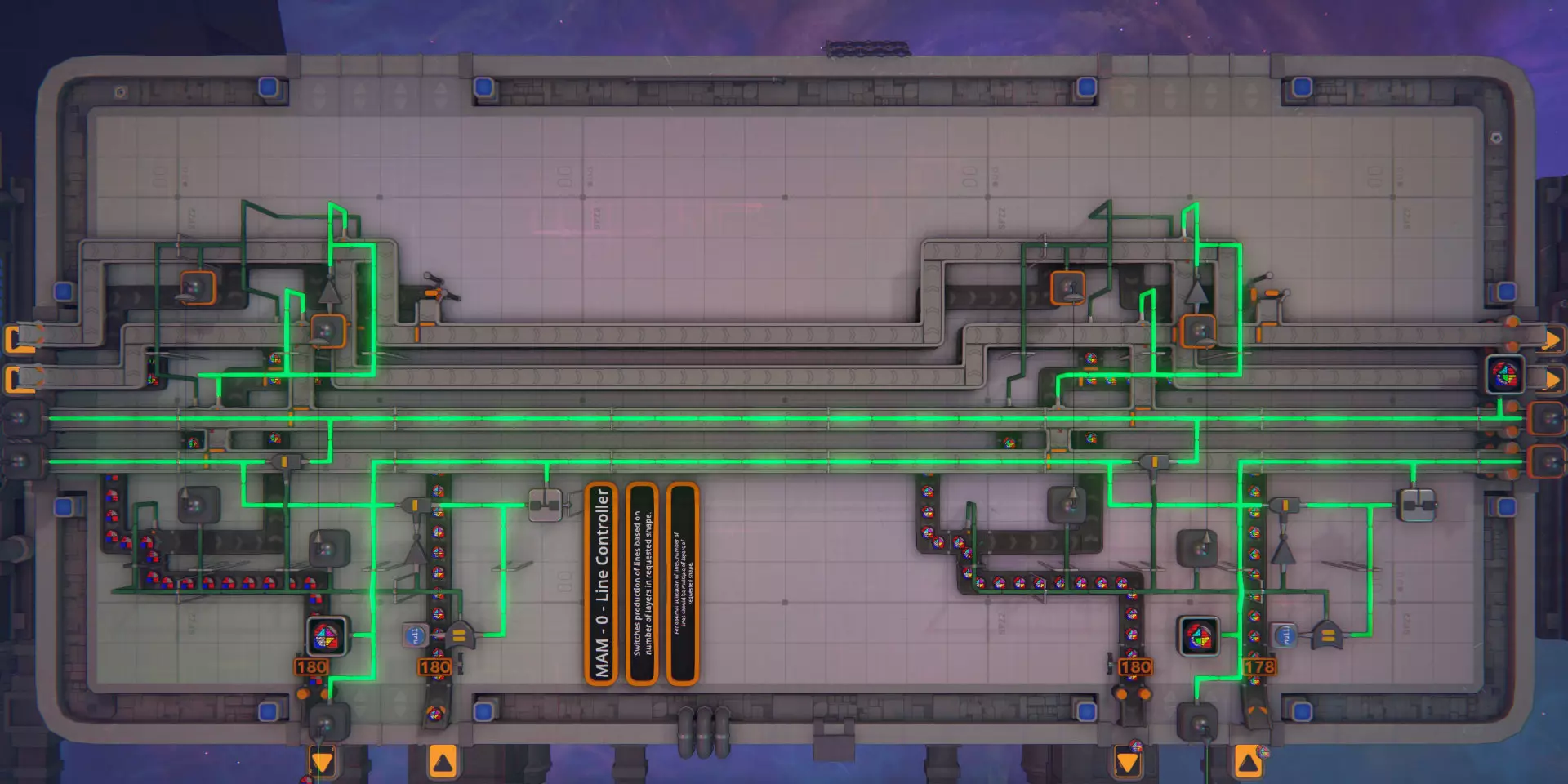
每个线路控制器管理两条生产线。它从前一个控制器接收两个线路信号。第一个是完整形状模板,第二个模板每次经过一条生产线时,其最上层会被移除并分配给该生产线。当第二个模板中不再有剩余层时,它将被第一个线路中的完整形状模板替换,此过程重复进行。 线路控制器从其两条生产线各接收一条形状传送带。它将未完成的形状路由到生产链中的下一条生产线,并将成品放置到出口传送带上。它可以处理8条成品形状传送带。 子控制器(可选)

子控制器是为了让大型MAM(模块化装配工厂)更加灵活而添加的组件。它的功能与主控制器基本相同,配备有全局线路接收器和用于输入形状模板的信号生成器。通过一个按钮可以开关子控制器,并让其接管所有后续生产线的控制权。 3. 支持性基础设施 3.1. 引脚生产
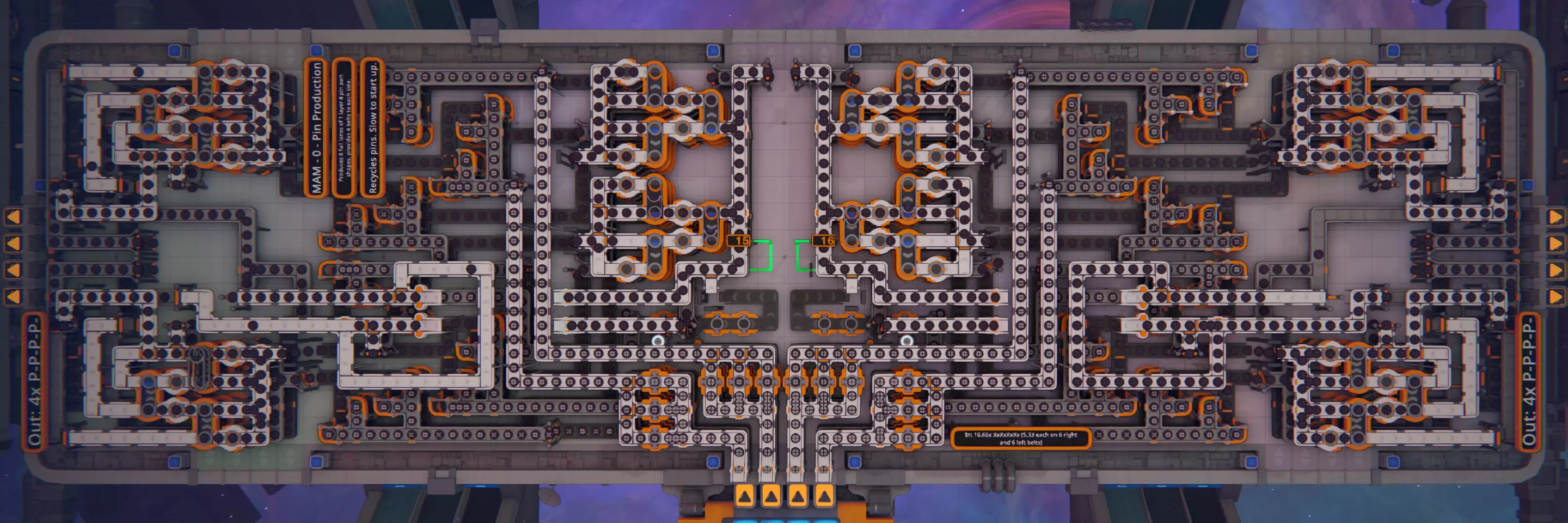
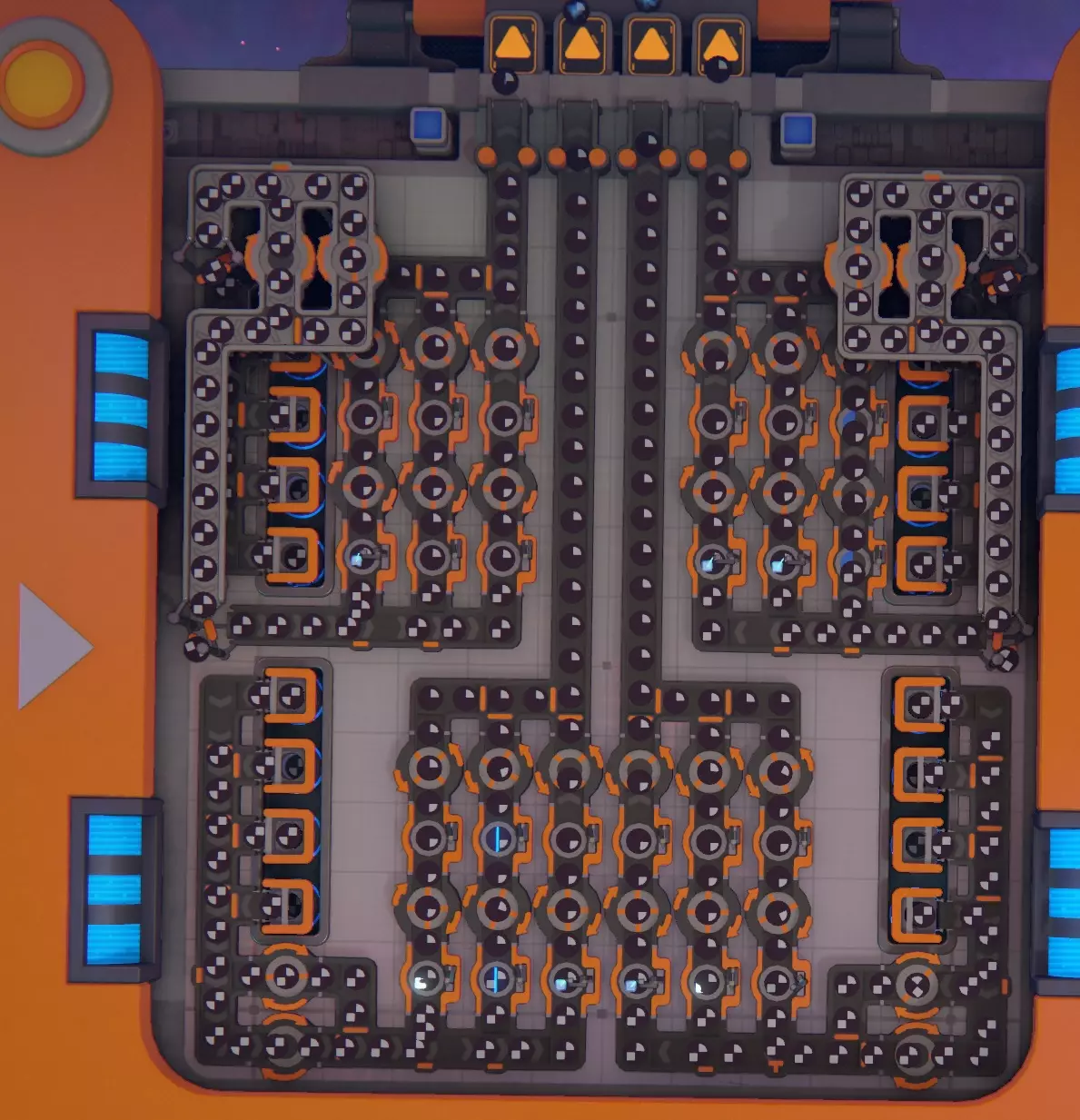
这是唯一的通知支持模块。它可安装在1x3的平台上,配备12条输入传送带,能够接收任何由四个部分组成的单层形状。该模块会生成8条满载单层全销形状“P-P-P-P-”的传送带,并从两侧各输出4条。 其生成销形状的过程如下:向一个形状添加销,直至超过层数限制,此时形状的最上层部分会被移除。最终得到一个仅由销组成的4层形状“P-P-P-P-:P-P-P-P-:P-P-P-P-:P-P-P-P-”,随后该形状会被切割成四个部分“P-------:P-------:P-------:P-------”。 另一种不同的形状会通过单个销推送器,在销层上方形成某种随机形状,然后堆叠到前一步骤生成的某个销塔顶部。最终形成的形状再次超出层数限制,原始形状被删除,剩下的三个销钉落到最底层,形成一个带有一个销钉塔和三个单个销钉的形状【P-P-P-P-:P-------:P-------:P-------】。 此形状通过一组交换器处理后,生成三个【P-P-P-P-】形状和一个【P-P-P-P-:P-P-P-P-:P-P-P-P-:P-P-P-P-】形状。前者被输送至生产线,后者则回收用于下一批次生产。 这种销钉生成器能将4部分的输入形状按4:3的比例转换为4个销钉形状。若输入形状的部件较少,其转换比例会更低。 3.2. 分配器
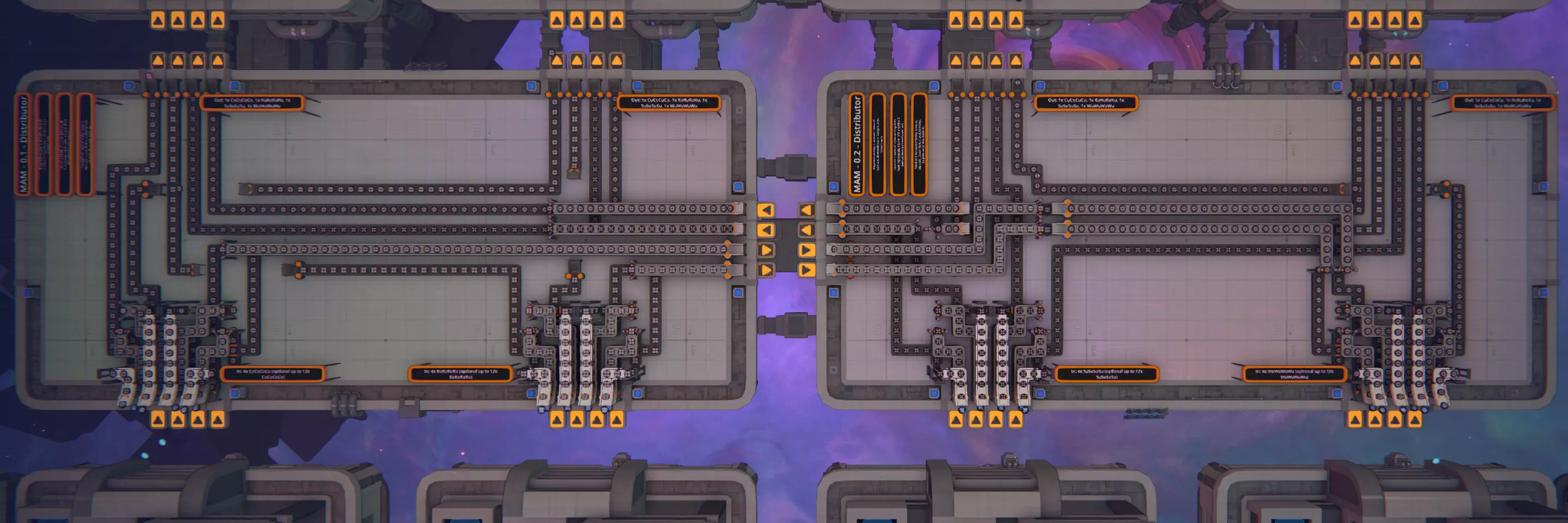
从火车卸载机接收基础形状,并向每条生产线分配每种形状的一条传送带。服务四个火车卸载机和四条生产线。具备一些基本的传送带平衡功能。不进行形状分类,依赖火车将基础形状输送到正确的卸载机。由两个1x2平台组成。3.3. 出口火车站
它最多可处理八条传送带。在将形状送入火车装载器之前,会对其进行检查并剔除有缺陷的形状。 蓝图 1. 完整的MAM设置 由于蓝图尺寸较大,无法使用社区蓝图分享平台分享完整的MAM设置。以下是替代的文档链接内容。只需复制文本文档中的内容并粘贴到游戏中: MAM 4条生产线 这是经济型选项,刚好足以生产四层结构的形状。 如果要扩展此版本,请注意那些从侧面导入和导出资源的模块,可能需要根据它们在MAM中的新位置切换其侧面导入和导出方向。 MAM 8条生产线 标准尺寸。任何更大的MAM基本上都是这种结构的多个副本。如果将这种8线设置用作扩展MAM的基础蓝图,所有侧面输入和输出都将已正确对齐。 需要第二个输出火车站。复制或粘贴该结构时,游戏开始出现明显的卡顿。 以下蓝图在复制时会导致游戏冻结几秒钟,请自行承担风险使用。 子控制器使其能够作为一个32线MAM生产相同形状,或作为两个16线MAM生产两种不同形状。与32线路版本类似,该版本每16条生产线配备一个子控制器,使其能够同时组装最多三种不同形状。 2. 独立模块 这些与上文各章节中的蓝图相同,全部集中在此处。 切割器 绘画器 层组装器 晶体模块 主控制器 线路控制器 子控制器 引脚生产器 分配器 导出器