换一换
换一换 





一份关于如何尽可能高效开采资源的易懂指南。 简介 我之前从未见过有人在《幸福工厂》中采用这样的自动化理论方法,所以决定自己撰写一份指南。在本指南中,我将解释如何使《幸福工厂》中的资源和其他流程达到近乎100%的利用效率,并会创造一些在指南中会用到的术语。 术语和定义 我创造了一些术语和缩写,在指南中会经常提及。在后续章节中,我会对所有术语进行更详细的解释,但就目前而言,这些说明应该足以让你理解我想表达的意思。 玩家库存生产(SIP) 玩家库存生产(简称SIP),英文中也称为“Player Inventory Production”(简称PIP),指的是一种生产线,其目标是将产品输送到一个玩家可以取用的仓库中。SIP仓库是一种对生产或自动化没有显著影响的仓库,但它在游戏中仍然具有相关性,因为玩家也需要以某种方式为自己供应工厂生产的物品。毕竟,如果工厂100%将所有生产的货物进行进一步加工,而玩家无法从中获取任何东西,那是没有多大意义的。 自动化相关生产点(AP) 自动化相关生产点(简称AP),也称为“Automation-relevant production point”(同样简称AP),指的是专门用于进一步加工的生产线。原则上,所有原材料资源点都是一个【AP】,但在本指南后续内容中会进一步明确,几乎每个生产地点都可以是/都是一个【AP】。 【产品报废(EOL)】 “产品报废”生产流程会对产品进行不可逆处理(“销毁”)。例如,将某个物品转化为电力或票据。 【分流】 有多种方法可以对输入物料进行分流。 我大致将其分为3种类型: 简单分流器排列(SSA)
优点 缺点 非常容易建造和理解 系统效率不高 所需材料少(非常适合初期阶段) 系统为叠加式 节省空间 SSA能够实现高效运行,但并非总能做到 为了让SSA真正高效工作,确保每个生产站点都能获得足够的材料,即精确满足生产所需的材料,必须满足以下条件:
生产站点的仓库必须处于满仓状态 连接分流器与生产站点的传送带必须处于满负荷状态 传送带必须持续装载足够的材料 如果生产站点的仓库和通往该站点的传送带完全填满,传送带将只接收生产站点所需的量(可以说是瓶颈)。然而,只有在优化的情况下才能维持这种状态,因为仓库和生产站点不能出现空仓。系统本身并非高效。 因此,该系统并非完全可靠,并且容易出现系统故障或材料重新定向的问题(我们将在指南后面讨论这一点)。 葡萄系统(TS)
优点 缺点 易于理解 难以实施 需要大量材料 不可叠加 系统总能正确分配需求 非常占用空间 不美观 我很少使用葡萄系统,实际上几乎不用。尽管这个系统效率很高,但它很容易被FBS比下去,而且由于诸多缺点,其实并不好用。不过,理解这个系统对于正确实施FBS很重要。 传送带限制系统(FBS)
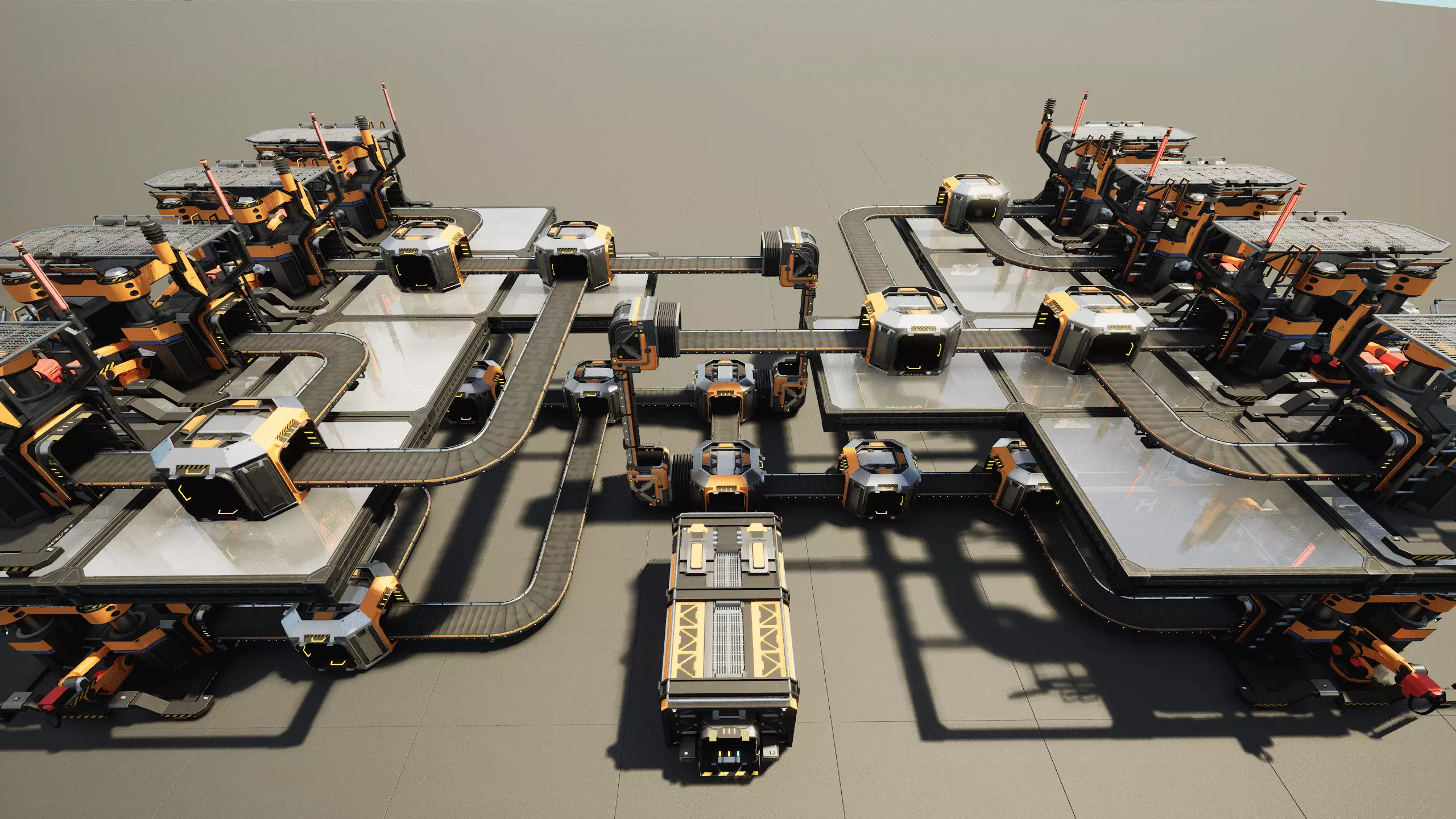
优点:易于实施;材料消耗合理;系统始终能正确分配需求;美观、清晰且节省空间。 缺点:(未提及) 这是我最喜欢的用于向所有生产站点公平分配需求的系统。我会将FBS描述为SSA瓶颈与后续TS的混合体。 在此过程中,流量(红色箭头)通过传送带容量被分成各个部分。这样一来,即使后续基础来源(此处显示为仓库)扩大(例如通过超频或升级矿机),系统也能自适应。即便是在大尺寸和高流速的情况下,系统也能始终保持相同的模式,这样即使日后再回过头来看,也依然清晰明了且易于理解(这一点在某种程度上也适用于SSA)。 这里的特别之处在于,通过这种瓶颈输送方式以及后续的TS,机器的需求规模小且易于扩展。在大多数情况下,甚至只需要传送带容量的部分或倍数就能满足需求。
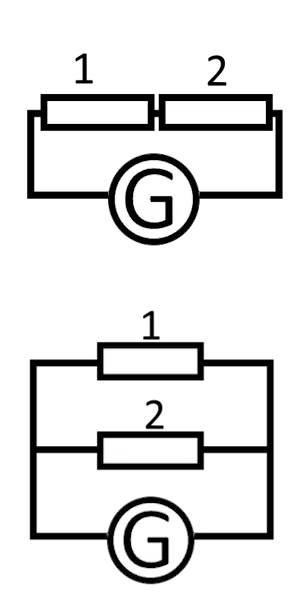
需要再次记住各等级传送带的传送带容量: 传送带 容量 Mk.1 60 Mk.2 120 Mk.3 270 Mk.4 480 Mk.5 780 选择正确的系统很重要!在游戏初期,并不总是适合建造FBS,因为没有必要。然而,一旦解锁了Mk.2传送带,我通常会选择FBS。 我完全排除TS,因为它实在不实用。 对于长期的生产站点,或者一般来说,从Mk.2传送带开始,我个人不再使用SSA,因为该系统效率不高。FBS 详细解析 在本指南的这一部分,我想再次谈谈 FBS(流体平衡系统),我在“分流”部分已经提到过它,因为这个系统对于让生产站点尽可能高效地运行非常重要。 在 FBS 中,始终要关注需求量,需求量会因产品而异。例如,铁条每分钟只需要 15 个铁锭,而铁板则需要每分钟 30 个。两者都通过一条 60 级(mk.1)传送带的瓶颈来分配主供应。对于铁板,如上图所示,这个分支只需按照“葡萄藤系统”分成两条路径即可。对于铁条,则需要在 30 级路径上再增加一个分流器,将 30 级的输出分成两个 15 级的输出。FBS的三个组成部分 FBS基本上也可以分为三个组成部分,这对于建立FBS至关重要。

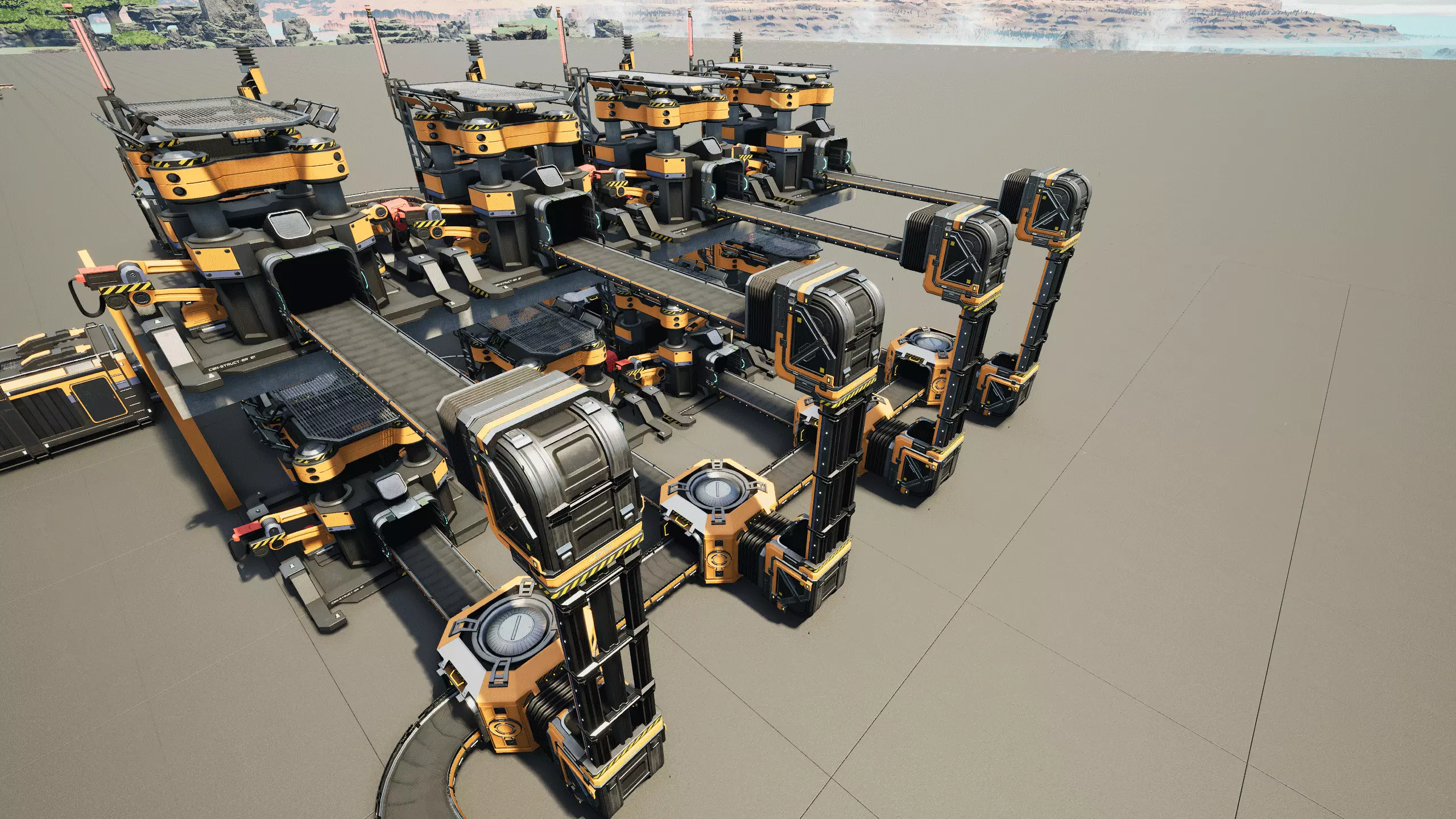
主要供给线 主要供给线可以说是各资源的“高速公路”,负责资源的分配。在这条线路上,必须至少满足所有关联生产站点的需求。 在资源重新分配时,出现盈余其实也不算坏事(正如我之前所说,这一点我会在指南后面再详细说明)。
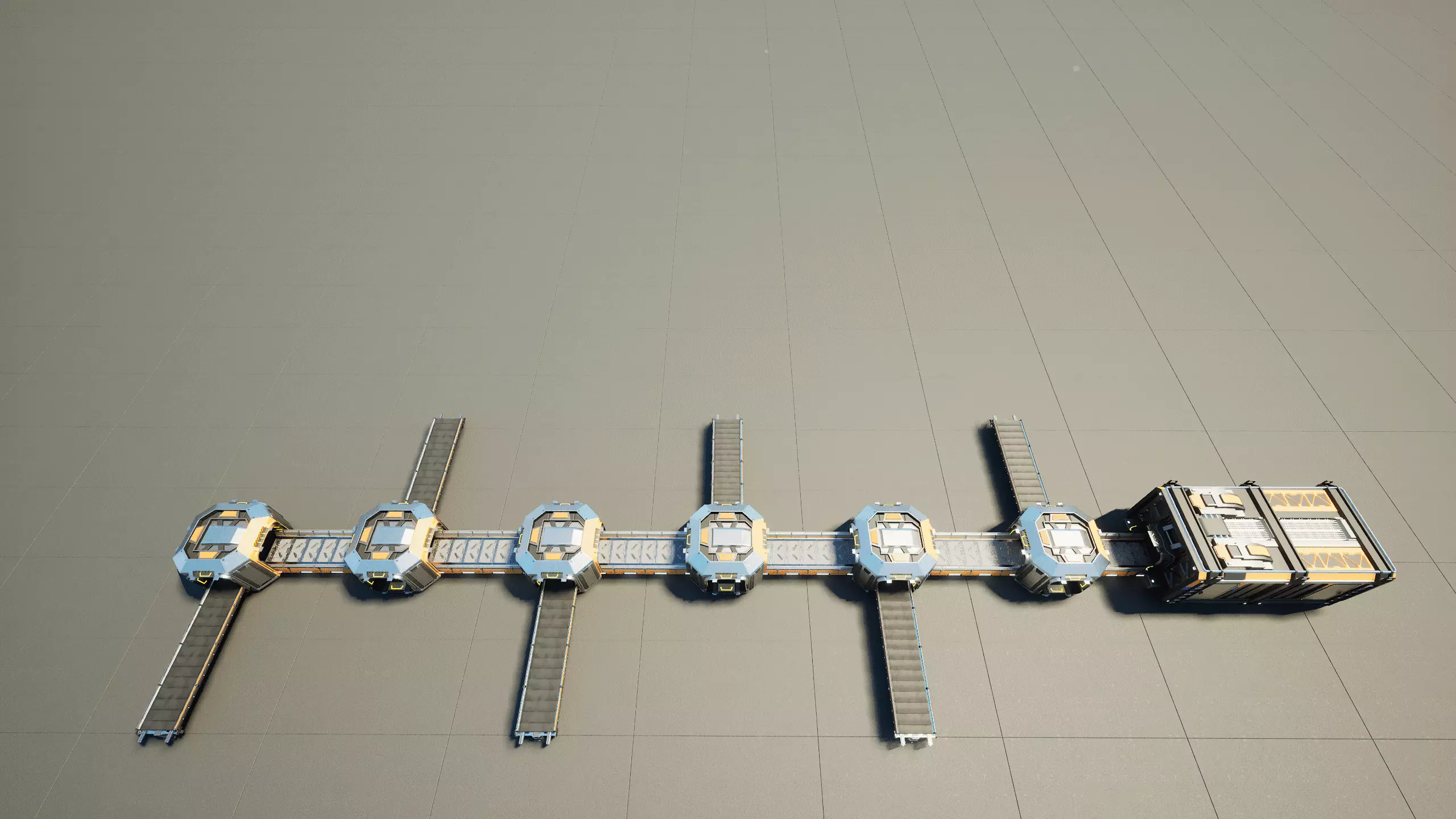
瓶颈 如果说主干道是高速公路,那么瓶颈就相当于出口。这里通过传送带的容量来调节从主干道抽取的资源数量。这样一来,材料首先会被分成较小的批次,之后更容易进行再次分配,系统也因此具备了可扩展性。
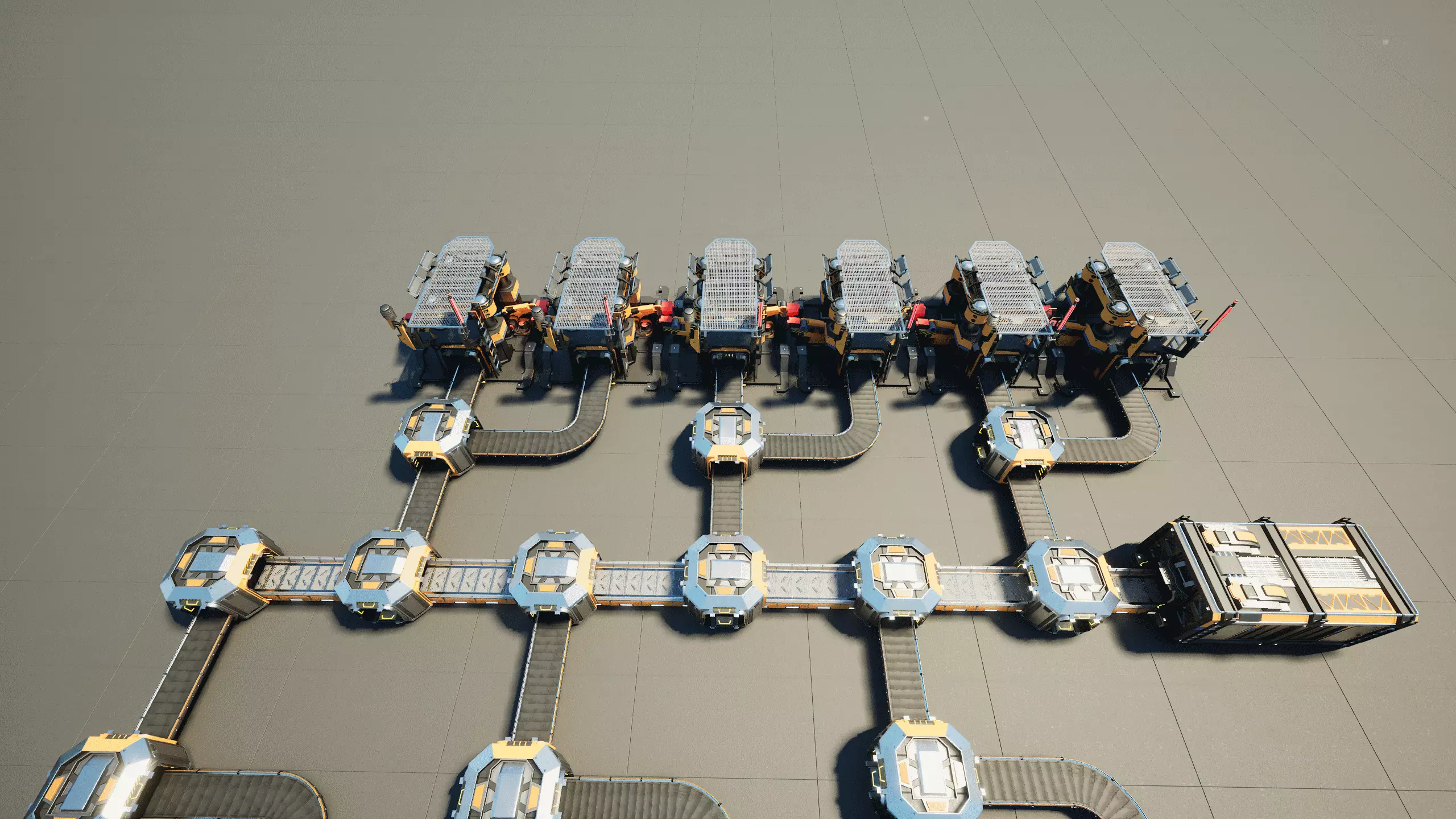
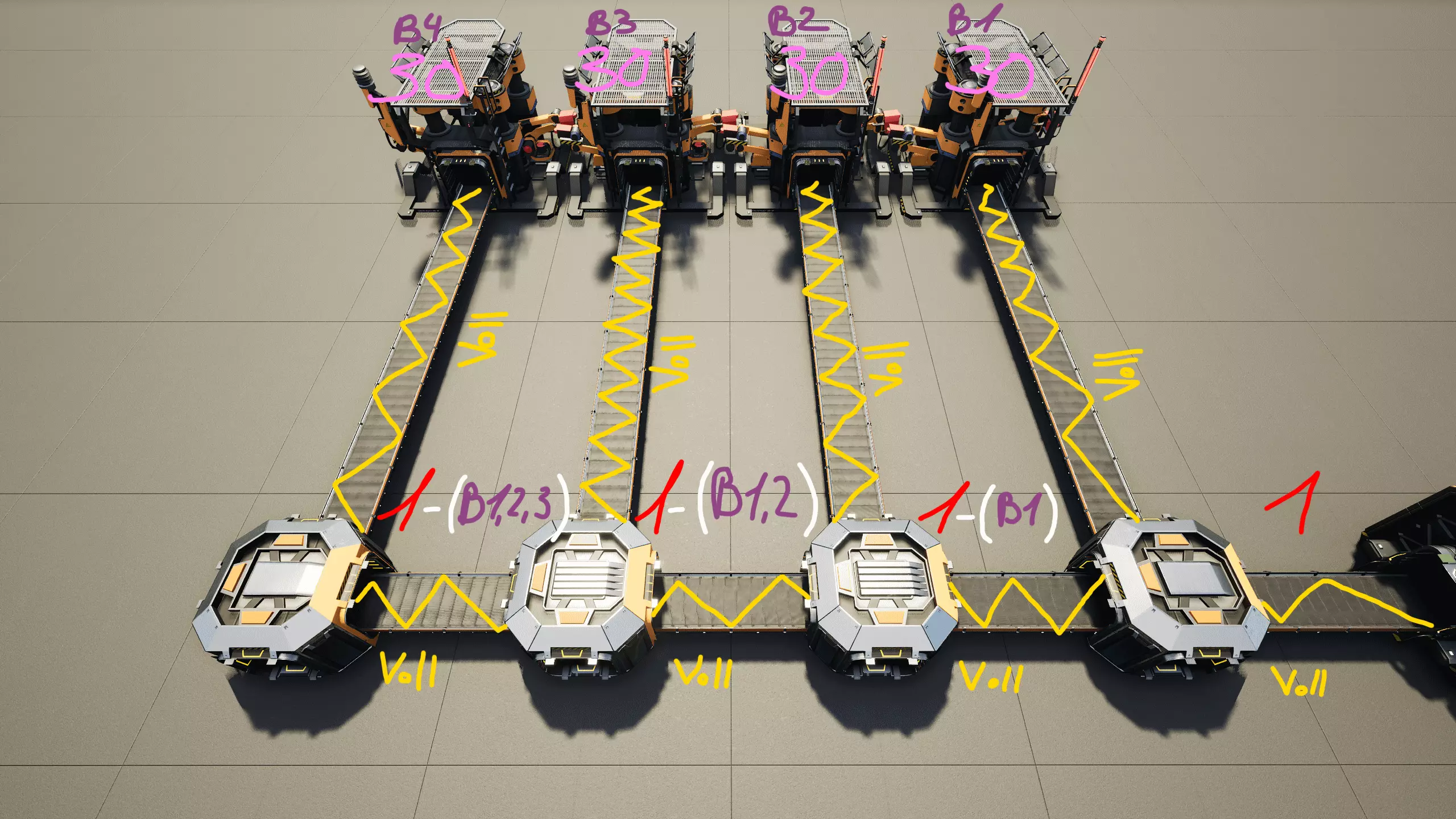
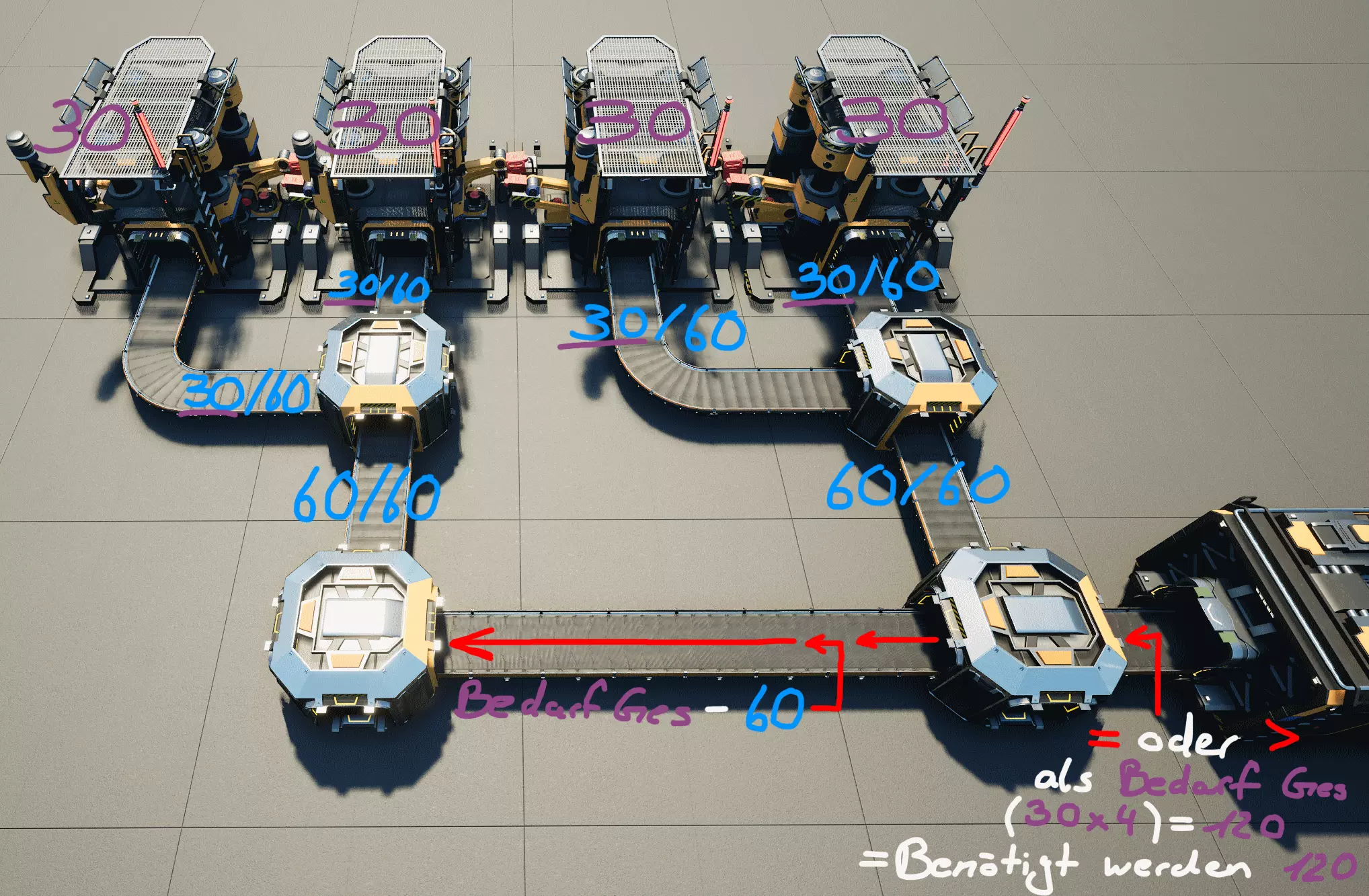
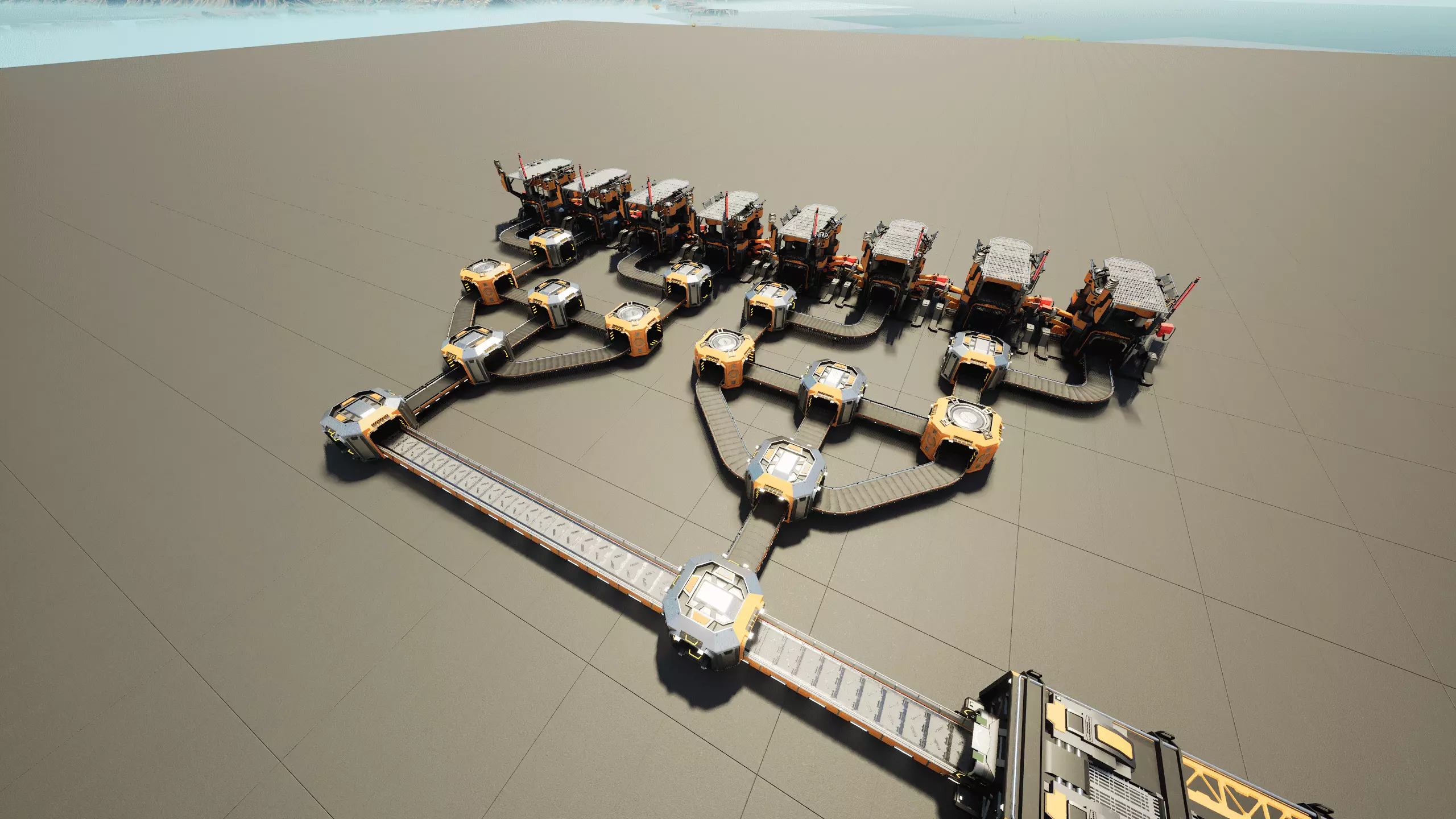
葡萄藤 在解决瓶颈问题后,接下来如何将分支分配到各个生产站点其实更像是自由发挥。需要根据生产站点的需求进行不同的分配。 FBS设计方案 为了进一步节省空间,我想介绍一些我用FBS构建的小型设计方案。其中包括如何分配特定数量的生产需求,以及如何创建可扩展系统的建议。 在大多数情况下,60的瓶颈(Bn)是个不错的选择,因为大多数生产站点的需求(Bd)都是60的一部分(如30、15)。为了统一且简洁地描述图片,我将用Bn作为瓶颈的缩写,用Bd作为需求的缩写。因此,如果主供料通过分流器连接到一条1级传送带,产生60个/分钟的瓶颈(Bn60),然后分流到两个生产工位,每个工位需求为30个/分钟(Bd2x30),我会写成“Bn60Bd2x30”。Bn60Bd2x30
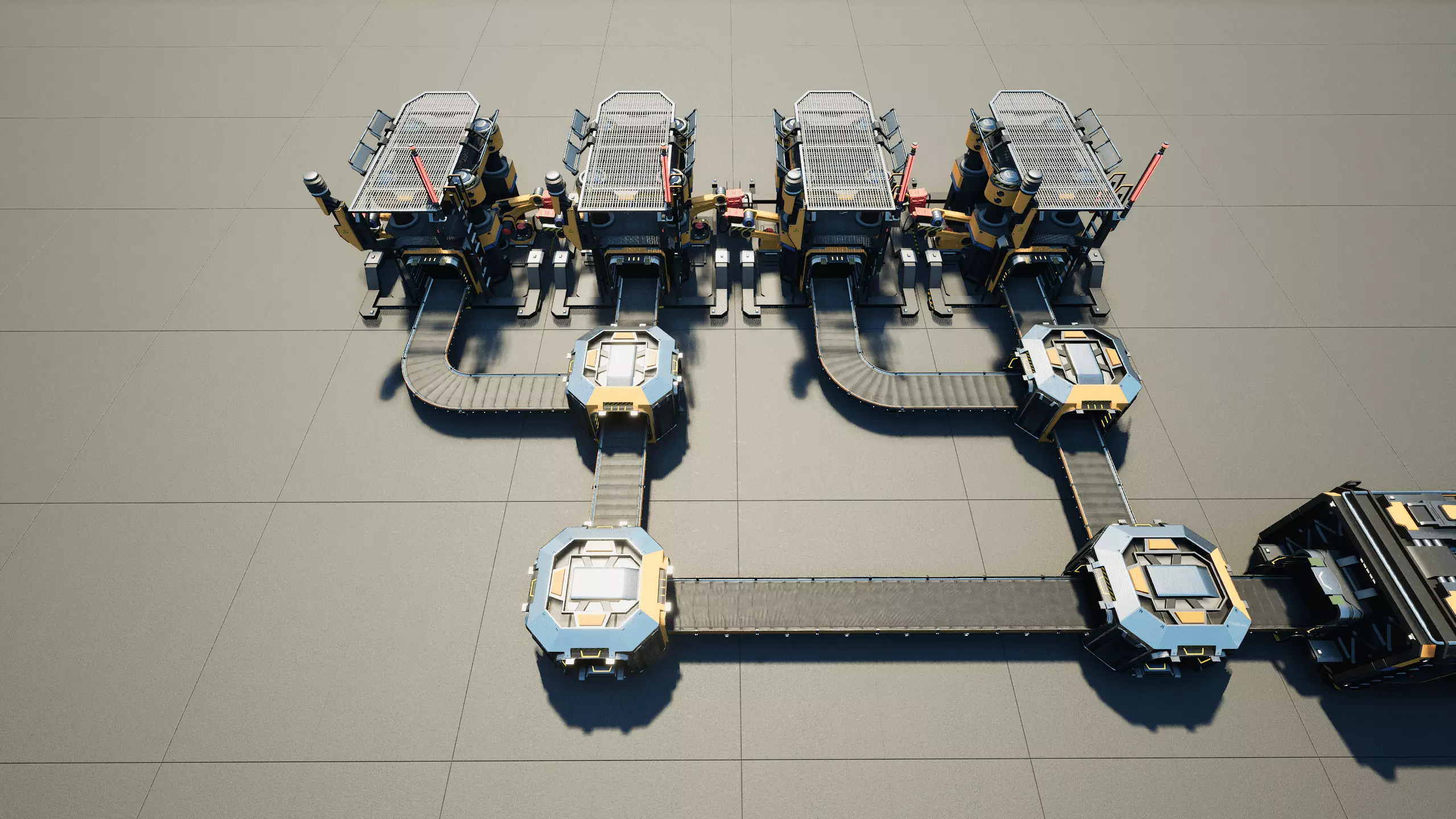
2倍(Bn60Bd2x30)

系统中的输出合并
Bn270zu3x60zu2x90Bd4x45
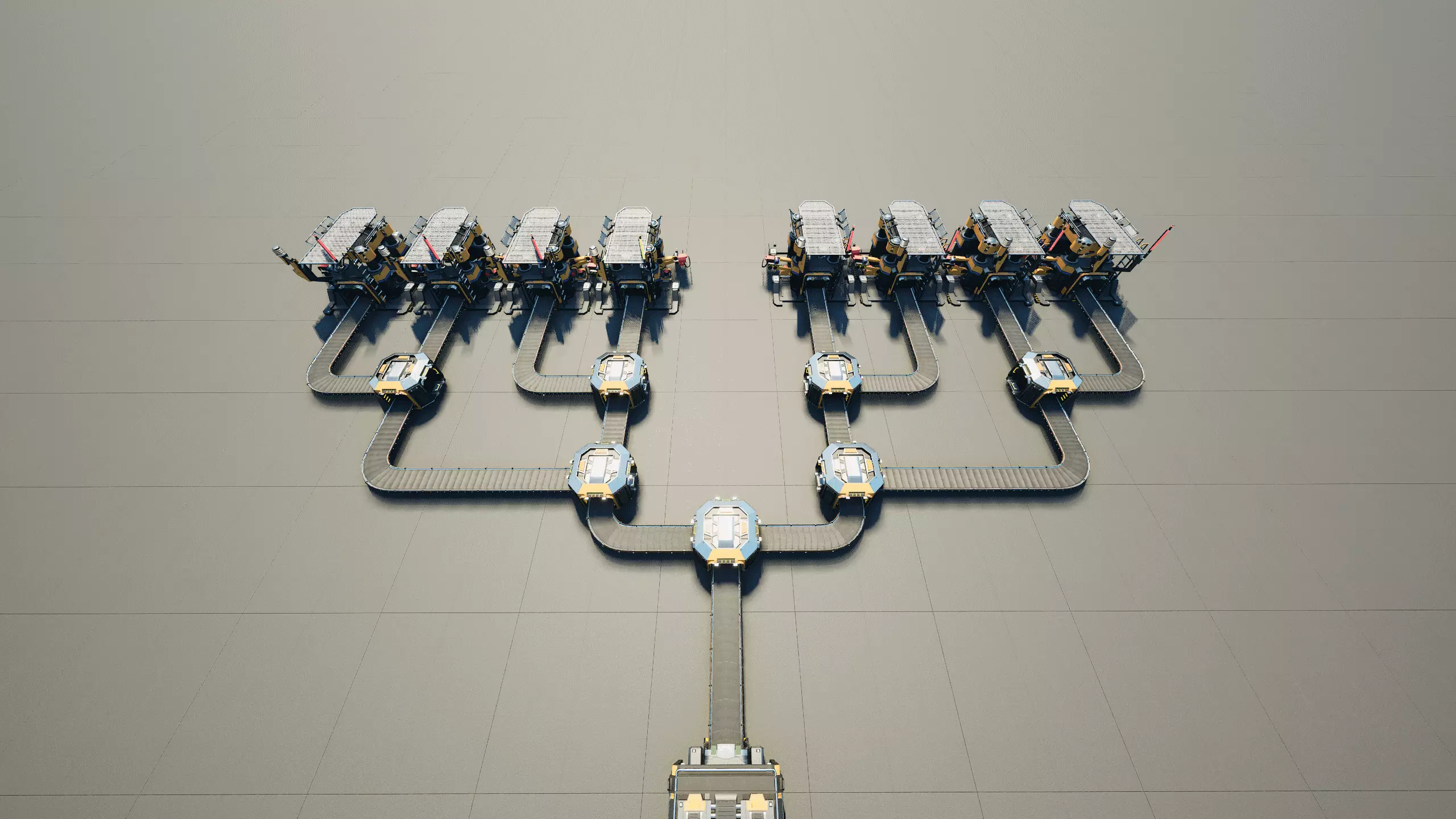
如果需求量不是60的直接倍数(例如45),在大多数情况下仍然是可行的,只是会稍微复杂一些。 简单堆叠:只需将一个简单的Bn60Bd2x30快速扩展为2x(Bn60Bd2x30),无需拆除现有结构,也无需大幅延长生产线。例如,当你将矿机升级到MK2,其产量翻倍时,就需要这样做。 此时,只需在主供料线上的分流器未使用的输出端进行补充连接(前提是这些输出端原本未被使用)。
当然,也可以说将底层进行镜像处理,这样就不是向上扩展,而是向宽扩展。 论点 基于现有信息,我为自己的高效生产设施理论提出了以下几点论点: 论点1:原材料 生产设施的原材料应始终以最大可能速率进行运输。 原材料指的是开采原材料的设备,例如矿物开采机,它们用于开采原材料资源。这些矿物开采机应尽可能超频至最大,并使用最新型号。因此,在高效工厂中,原材料资源应始终以最大可能速率被充分利用。 由于纯净矿脉的Mk.目前3台矿机以250%超频运行,产能达到1200。我认为在更新8中,原版游戏的最高原材料供应速度为780/分钟,因为马克5传送带已达到容量上限。 这两点:报废状态 所有生产流程最终都会导致产品进入“报废”(EoL)状态。 其实这很合理: 存储仓是一种仓库,而仓库的容量必然是有限的。 装配线是后续生产环节,它要么进入另一条装配线、一个存储仓,要么最终进入报废状态。 然而,对于一个高效的生产基地来说,应该尽可能避免产品进入报废状态,直到实在没有其他办法(比如生产出无法进一步加工的产品,或者销毁产品),这样才能确保所有生产设施尽可能持续运转。不过,还有一种“终末产物”的生产,整个工厂系统都离不开它:电力。没有电力,任何东西都无法生产,因此“消耗”材料(煤炭、燃料等其他物质)是必要的,无法避免。 通常来说,只要在游戏世界中建立起高效的电力生产,电力就不会成为主要的限制因素。但也不应毫无意义地大量生产电力。 关于电力以及如何获取生产所需的真正“终末资源”,我会在指南的“电力系统”部分详细说明。 从这些论点中能得出什么结论呢?因此,资源点应始终保持运行状态,虽然最终会达到【EoL状态】(生命周期结束状态),但应尽量避免这种情况。该如何做呢?
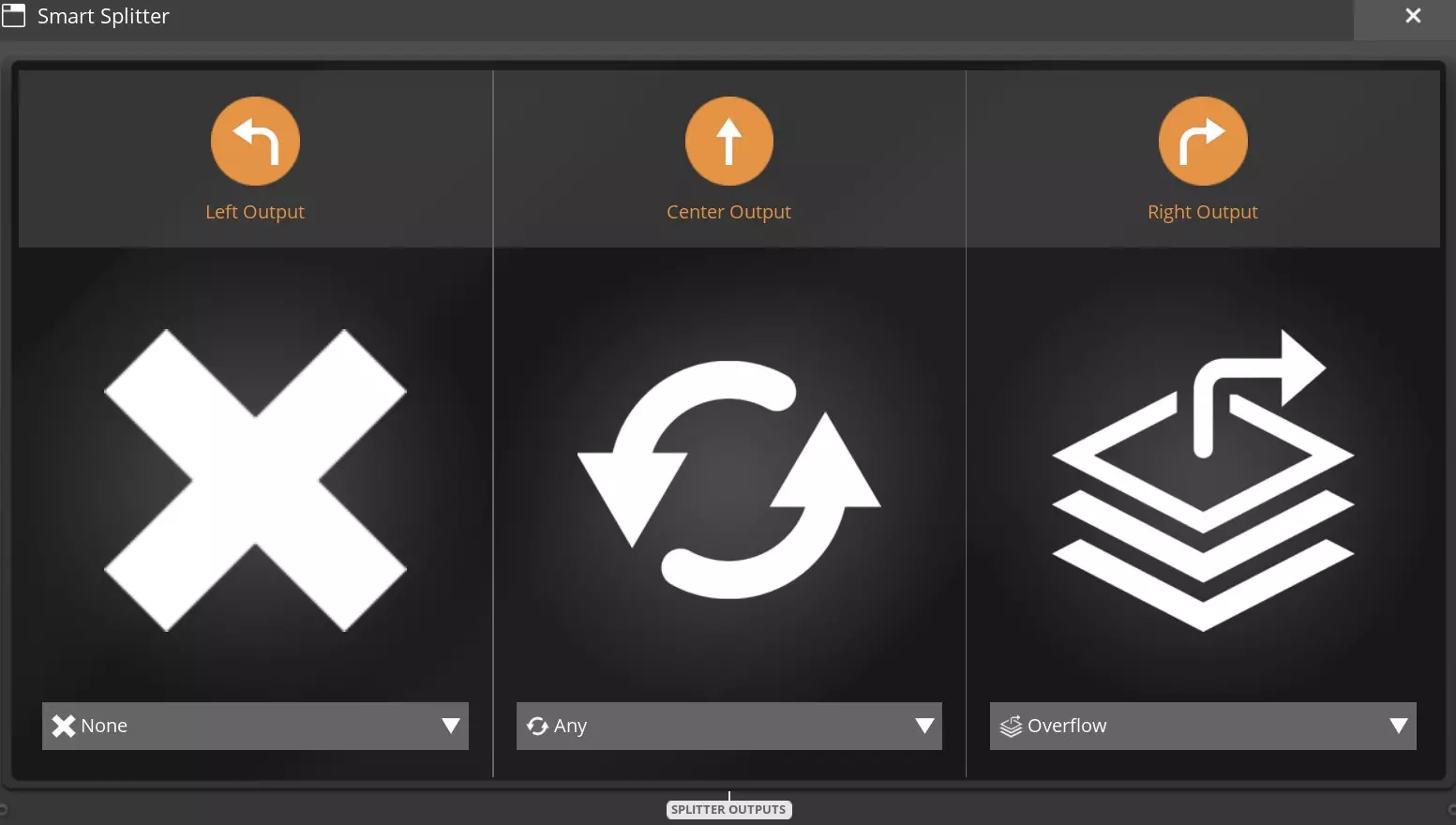
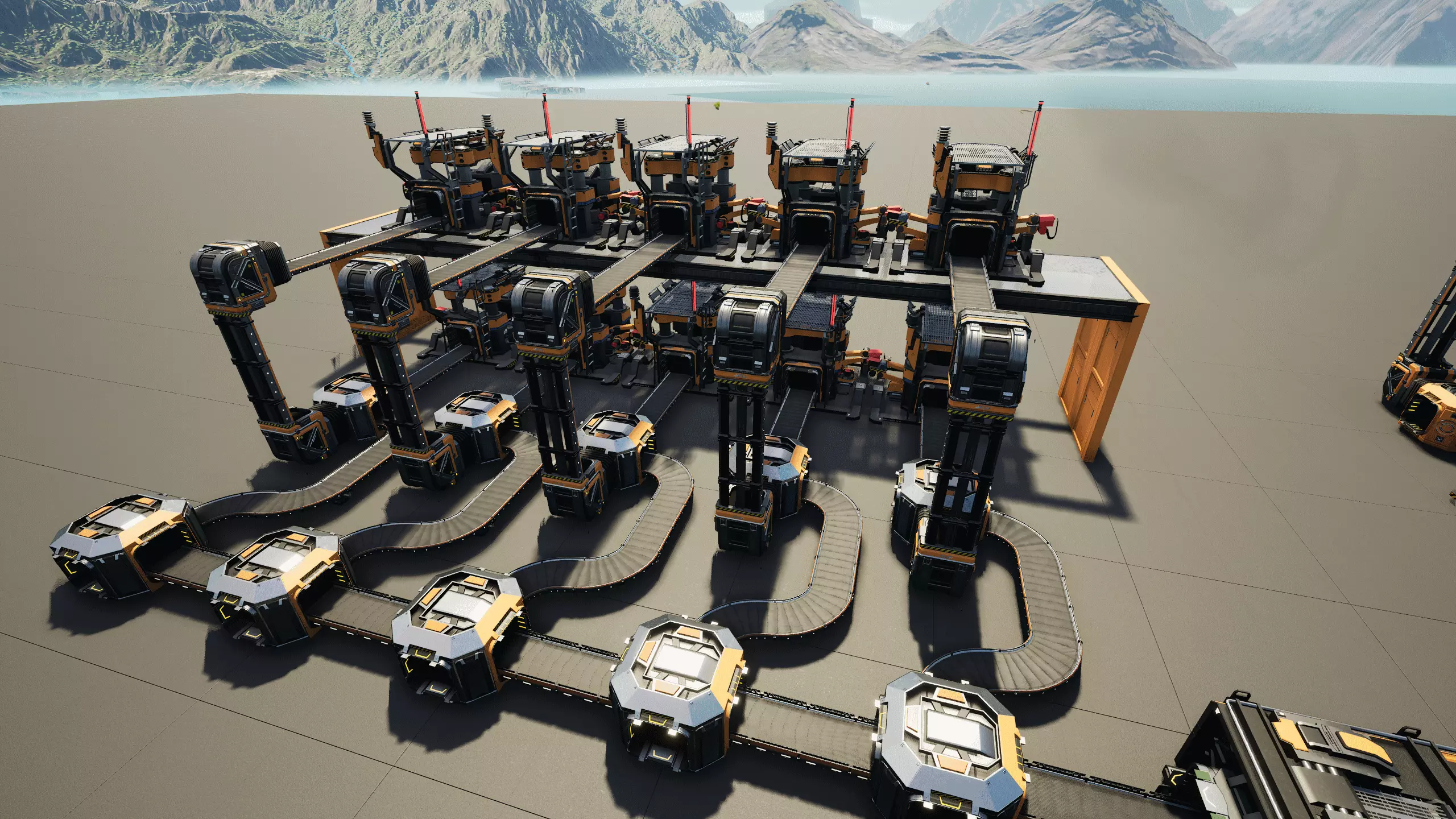
智能分流器是生产站点逻辑电路的关键组件。它能通过“溢出”功能实现自动化系统,根据各生产位置的状态,将生产材料输送到需要的地方。这就好比“如果……否则……”的逻辑原理:如果生产位置A已满,就将材料输送到位置B。这样可以暂时避免出现材料堵塞(EoL)的情况。 长期运用这一原理,就能从单一原材料来源生产出多种不同的产品。
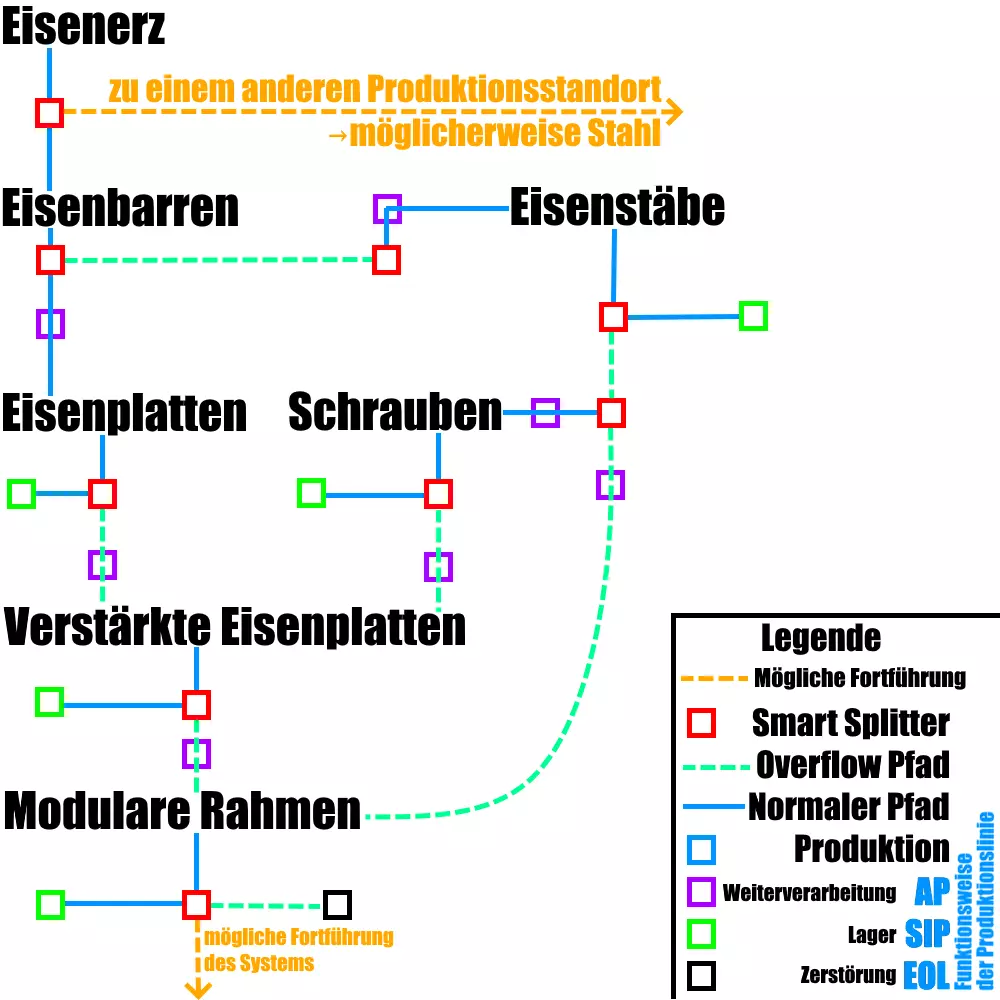
如果我们以一个简单的铁矿为例,那么我们可以用铁锭来生产所有能用铁本身制造的东西(甚至更多)。接着,如果将这些生产环节相互连接,并为每个生产站点设置【SIP】和【AP】,那么从一个原材料来源产生的变化就会更大。 然而,在这种情况下,生产站点是依次运行的。只有当一个生产完成后,才会开始生产其他东西(就像【SSA系统】那样)。 这样一来,我们就会遇到与低效【SSA生产】相同的问题。各个生产站点会相互拖慢速度,并且各个产品会按“从下到上”的顺序被优先处理。通常来说,人们不希望“从下到上”,而是希望“从上到下”以完全的生产强度进行生产。 采用这种系统,我们实际上已经具备了以下所有优势: - 可以通过单一原料来源生产多种不同的产品 - 原料来源能够尽可能地推迟EoL状态 唯一的缺点是,产品的优先级会根据基础材料进行分级,也就是说,必须先填满“较低级”产品的仓库,才能开始生产更高级的产品。 材料重新定向 原料来源应始终保持运行状态,EoL状态终究会到来,但应尽量避免。该如何实现呢?
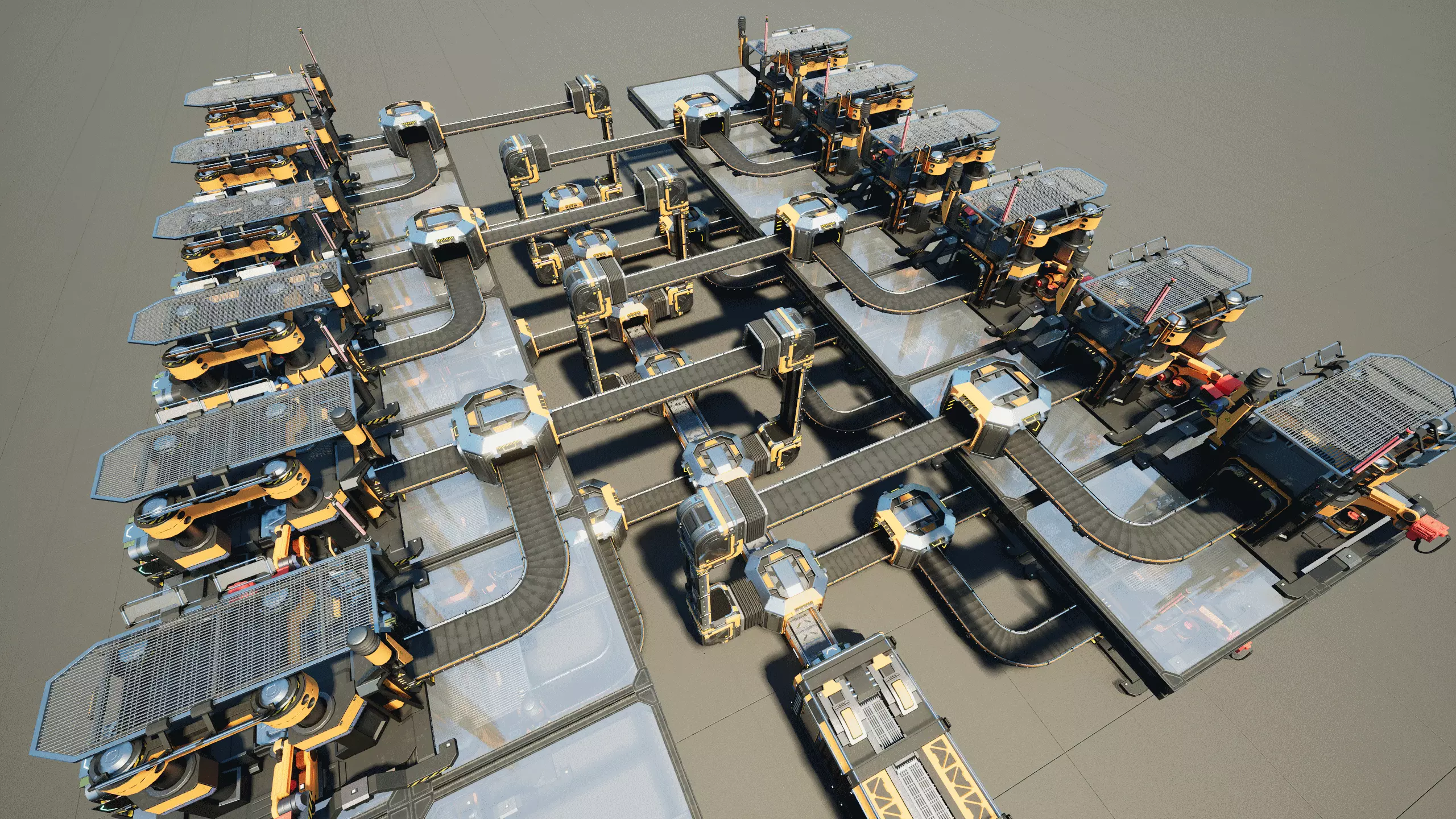
智能分流器是生产站点逻辑电路的基本组成部分。它通过“溢出”功能实现自动化系统,能根据各生产地点的物料状态,将生产原料输送到需要的地方。这就好比“如果……否则……”的逻辑:如果生产地点A已满,就将物料输送到地点B。这样可以暂时避免生产线中断。 长期运用这一原理,就能从单一原料来源生产出多种不同的产品。
如果我们以一个简单的铁矿为例,那么我们可以用铁锭来生产所有能用铁制造的东西(甚至更多)。接着,如果将这些生产环节连接起来,并为每个生产点设置 SIP 和 AP,那么从一个原材料来源产生的变化就会更大。 然而,在这种情况下,生产点是依次运行的。只有当一个生产完成后,才会开始生产其他东西(就像 SSA 系统那样)。 这样我们就会遇到与低效 SSA 生产相同的问题:各个生产点会相互拖慢速度,并且各个产品会按“从下到上”的顺序被优先处理。通常情况下,人们不希望“从下到上”,而是希望“从上到下”地进行满负荷生产。 采用这种系统,我们实际上已经具备了以下所有优势: - 可以通过单一原料来源生产多种产品 - 单一原料来源能尽可能延缓最终耗尽状态 唯一的缺点是,产品的优先级会根据基础材料进行分级,也就是说,必须先填满“较低级”产品的仓库,才能生产更高级的产品。 实现“从上到下”优先级的一种方法是,将每个材料的生产地点视为一种“单元”,每个单元仅包含一个【SIP】。人们会为每种产品单独建造一个生产站点,而每个站点只生产一种【SIP】。我也清楚这是不必要的高投入,但除此之外,我不知道该如何自动进行优先级排序。 电力切换系统 电力切换系统其实就是手动切断某个不需要的生产站点的电源(通过电源开关),这样该生产站点的资源就能通过智能分流器的溢出功能输送到其他地方。
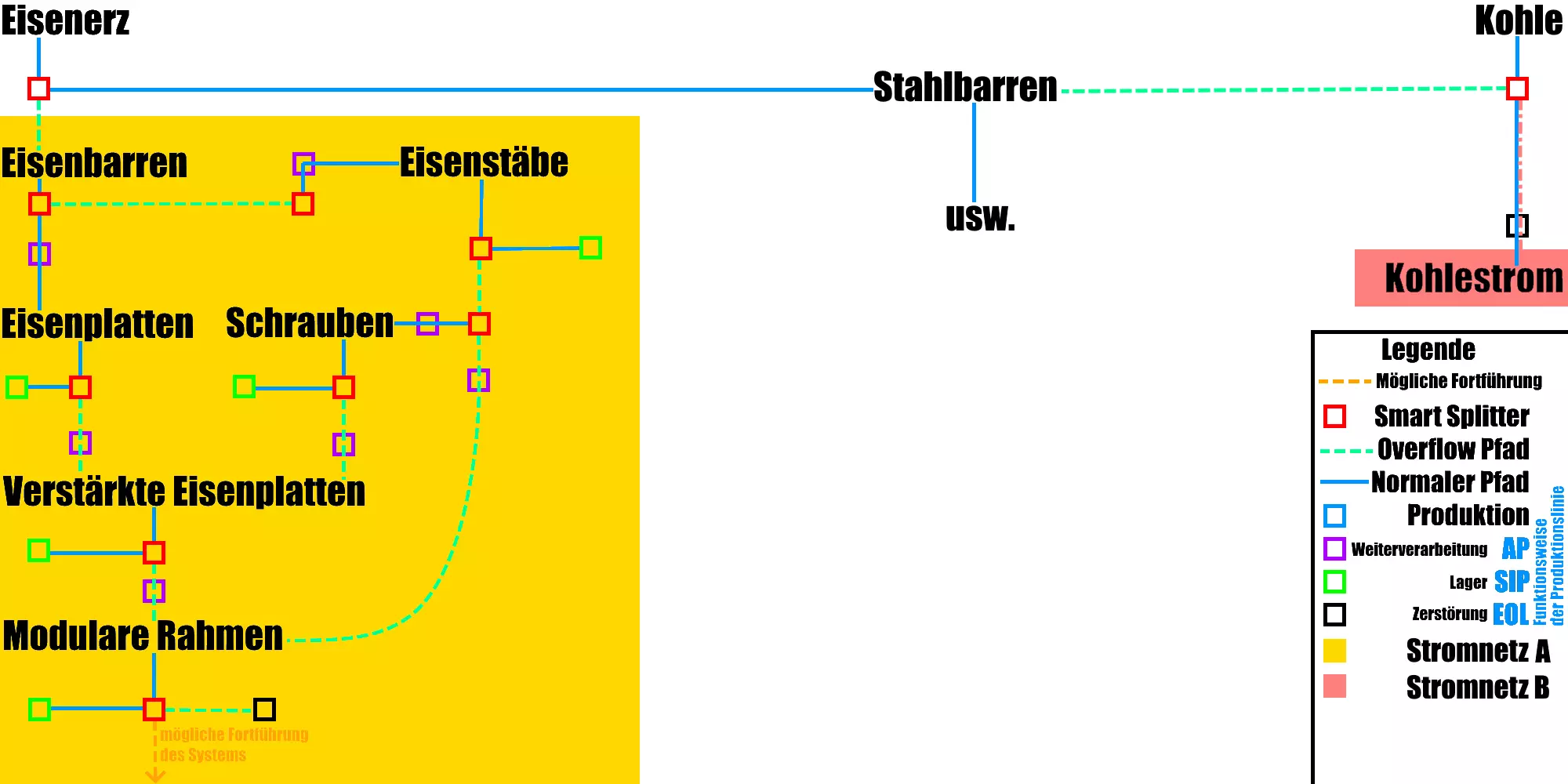
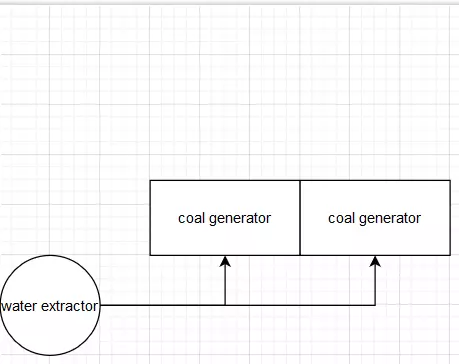
例如,煤炭原则上可以100%转化为电力,但当不再需要这种电力生产时,可以将燃煤发电厂从电网中断开,这样发电厂中的煤炭就不会再被燃烧(“消耗”),而是可以用于例如钢铁生产。
另一种方法是调整煤炭和燃煤发电站之间的智能分流器,将“溢出”和“任意”功能互换。不过,电网的优势在于可以在智能分流器所在位置之外的任何地方操作开关。这样就可以建造一个控制中心,以便远程控制设备。 然而,这种方法需要手动干预,因此我不喜欢这样建造。这不仅麻烦,而且人们也很容易忘记在需要时切换电源开关。 液体
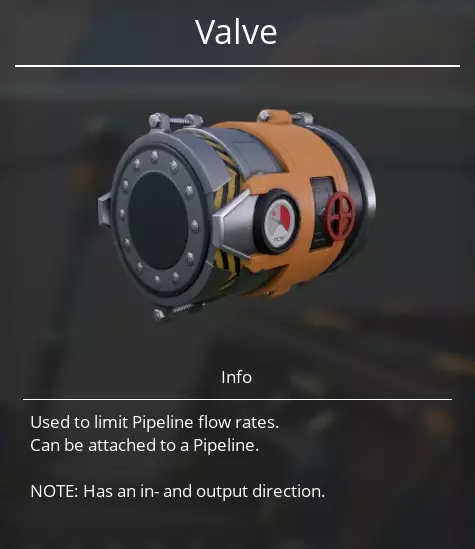
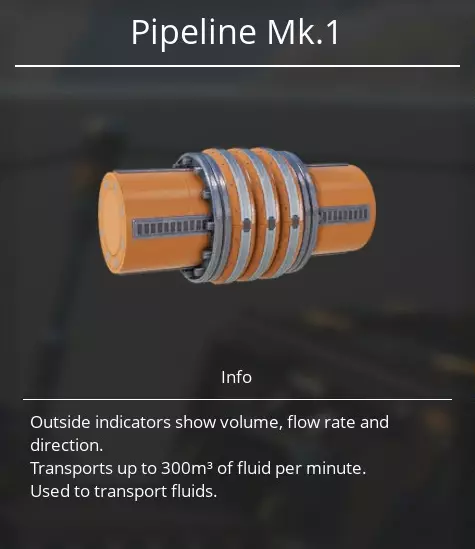
借助阀门可以非常轻松地调节液体。通过阀门能够精确地将流量控制到具体数值。如果某座精炼厂需要30立方米/分钟的原油,那么就可以用阀门将流向该精炼厂的流量精确限制在30立方米/分钟。 需要注意的唯一一点是,各种管道和传送带一样都有最大输送量,而且如果没有泵的话,液体很难向上流动。
指南版本 若我对本指南进行任何修改,都会在此处提及: 19.05.2024 - 01:46 版本1.0(发布) 创建指南